Диаметр сверла под резьбу: таблица размеров по гост
Содержание:
- Технология нарезания внутренней резьбы
- Параметры отверстия
- Самодельный метчик для алюминиевых сплавов
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Резьба трубная коническая, R (BSPT)
- Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
- Порядок нарезки резьбы
- Приспособления для формирования резьбы в изделии
- История
- Процесс нарезания
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
ОПРЕДЕЛЕНИЯ ДИАМЕТРОВ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ ДЛЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ВЯЗКОСТИ
1. Общие положения
1.1. Под материалами повышенной вязкости понимаются материалы, у которых из-за повышенных упругих деформаций и пластических свойств наблюдается значительный подъем витка (вспучивание).
1.2. К группе материалов повышенной вязкости относятся: сплавы магния по ГОСТ 804-93 ;
1.3. В табл. 1 приведены коэффициенты подъема витка для некоторых видов труднообрабатываемых материалов повышенной вязкости.
2. Расчет диаметра отверстия
2.1. Диаметр отверстия под нарезанием резьбы рассчитывается но формулам (1). (4).
2.2. Номинальный (наименьший) диаметр отверстия d tuui определяют по фор
где /), – номинальный внутренний диаметр резьбы гайки, мм;
EI – нижнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 . мм:
А – величина подъема витка, определяемая по табл. 1. При расчете диаметров отверстий для группы материалов в формулу подставляют наибольшее значение величины подъема витка для данного шага резьбы.
2.3. Наибольший диаметр отверстия определяют по формулам:
а) для конкретного материала
мнив = А + (EI + Гщ) -у,
где Е1+Т 0| – верхнее предельное отклонение внутреннего диаметра резьбы по ГОСТ 16093-81 , мм;
А – величина подъема витка, определяемая по табл. 1;
Чтобы узнать какой диаметр отверстия необходим для внутренней резьбы М6, можно воспользоваться специальными таблицами. А можно запомнить простую формулу, чтобы узнать, какое сверло нужно взять под ту или иную внутреннюю резьбу:
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон.
Видео о том, как нарезается внутренняя резьба:
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры Holes for threading pipe taper screw thread. Diameters |
ГОСТ 21350-75
Взамен МН 5389-64 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 -69 в изделиях из сталей по ГОСТ 380 -71, ГОСТ 4543-71 , ГОСТ 1050 -74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859 -66.
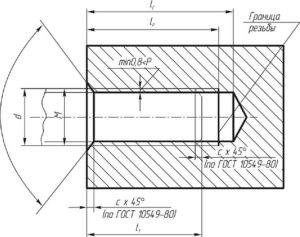
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
Размеры в мм
| Число ниток на 1 ² | Шаг Р | Диаметр отверстия | Глубина сверления l | d
c |
d
o |
Номин. | Пред. откл. | Номин. | Пред. откл. | 0,907 | 8,10 | 0,20 | 8,57 | 0,10 | 1,337 | 10,80 | 0,24 | 11,45 | 14,30 | 14,95 | 1,814 | 17,90 | 18,63 | 23,35 | 0,28 | 24,12 | 2,309 | 29,35 | 30,29 | 1 1/4 | 37,80 | 0,34 | 38,95 | 1 1/2 | 43,70 | 44,85 | 55,25 | 0,40 | 56,66 |
Примечание. Для резьб с номинальным размером свыше 2 ² номинальные диаметры отверстий d
o и их предельные отклонения должны быть равны установленным ГОСТ 6211 -69 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт. 2 и в табл. 2.
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом .
Таблица 2
Размеры в мм
| Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр отверстия d
c |
Глубина сверления l | Номин. | Пред. откл. | 1 / 8 | 0,907 | 8,25 | 0,20 | 1 / 4 | 1,337 | 11,05 | 0,24 | 3 / 8 | 14,50 | 1 / 2 | 1,814 | 18,10 | 0,28 | 3 / 4 | 23,60 | 2,309 | 29,65 | 1 1 / 4 | 38,30 | 0,34 | 1 1 /2 | 44,20 | 56,00 | 0,40 | Диаметры сверл для отверстий под нарезание трубной конической резьбы
Размеры в мм Номинальный размер резьбы в дюймах |
Число ниток на 1 ² | Шаг Р | Диаметр сверла для отверстия | с развертыванием на конус | без развертывания на конус | 1 / 8 | 0,907 | 1 / 4 | 1,337 | 10,8 | 11,1 | 3 / 8 | 14,25 | 14,5 | 1 / 2 | 1,814 | 3 / 4 | 23,25 | 2,309 | 1 1 / 4 | 38,25 | 1 1 /2 | 56,00 |
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Юрий Макаров Категория: Мастерская : 30 марта 2014 55250
: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
| Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
| М2 | 0,25 | 1,75–1,77 (1,81) |
| 0,4 | 1,60–1,62 (1,68) | |
| М2,5 | 0,35 | 2,15–2,17 (2,22) |
| 0,45 | 2,05–2,07 (2,13) | |
| М3 | 0,35 | 2,65–2,67 (2,72) |
| 0,5 | 2,50–2,52 (2,58) | |
| М4 | 0,5 | 3,50–3,52 (3,64) |
| 0,7 | 3,30–3,33 (3,46) | |
| М5 | 0,5 | 4,50–4,52 (4,64) |
| 0,8 | 4,2–4,23 (4,42) | |
| М6 | 0,5 | 5,50–5,52 (5,64) |
| 0,75 | 5,20–5,23 (5,42) | |
| 1,0 | 4,95–5,00 (5,21) | |
| М7 | 0,5 | 6,50–6,52 (6,64) |
| 0,75 | 6,20–6,23 (6,42) | |
| 1,0 | 5,95–6,00 (6,26) | |
| М8 | 0,5 | 7,50–7,52 (7,64) |
| 0,75 | 7,20–7,23 (7,42) | |
| 1 | 6,95–7,00 (7,21) | |
| 1,25 | 6,70–6,75 (6,96) | |
| М9 | 0,5 | 8,50–8,52 (8,64) |
| 0,75 | 8,20–8,23 (8,42) | |
| 1 | 7,95–8,00 (8,21) | |
| 1,25 | 7,70–7,75 (7,96) | |
| М10 | 0,5 | 9,50–9,52 (9,64) |
| 0,75 | 9,20–9,23 (9,42) | |
| 1 | 8,95–9,00 (9,21) | |
| 1,25 | 8,70–8,75 (8,96) | |
| 1,5 | 8,43–8,50 (8,73) | |
| М11 | 0,5 | 10,50-10–52 (10,64) |
| 0,75 | 10,20–10,23 (10,42) | |
| 1 | 9,95–10,00 (10,21) | |
| 1,5 | 9,43–9,50 (9,73) | |
| М12 | 0,5 | 11,50–11,52 (11,64) |
| 0,75 | 11,20–11,23 (11,42) | |
| 1 | 10,95–11,00 (11,21) | |
| 1,25 | 10,70–10,75 (10,96) | |
| 1,5 | 10,43–10,50 (10,73) | |
| 1,75 | 10,20–10,25 (10,56) | |
| М14 | 0,5 | 13,50–13,52 (13,64) |
| 0,75 | 13,20–13,23 (13,42) | |
| 1 | 12,95–13,00 (13,21) | |
| 1,25 | 12,70–12,75 (12,96) | |
| 1,5 | 12,43–12,50 (12,73) | |
| 2 | 11,90–11,95 (12,30) | |
| М16 | 0,5 | 15,50–15,52 (15,64) |
| 0,75 | 15,20–15,23 (15,42) | |
| 1 | 14,95–15,00 (15,26) | |
| 1,5 | 14,43–14,50 (14,73) | |
| 2 | 13,90–13,95 (14,30) | |
| М18 | 0,5 | 17,50–17,52 (17,64) |
| 0,75 | 17,20–17,23 (17,42) | |
| 1 | 16,95–17,00 (17,21) | |
| 1,5 | 16,43–16,50 (16,73) | |
| 2 | 15,90–15,95 (16,30) | |
| 2,5 | 15,35–15,40 (15,88) | |
| М20 | 0,5 | 19,50–19,52 (19,64) |
| 0,75 | 19,20–19,23 (19,42) | |
| 1 | 18,95–19,00 (19,21) | |
| 1,5 | 18,43–18,50 (18,73) | |
| 2 | 17,90–17,95 (18,3) | |
| 2,5 | 17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Резьба трубная коническая, R (BSPT)
Используется для организации трубных конических соединений, а также для соединения внутренней цилиндрической и наружной конической резьбы (ГОСТ 6357-81).Основана на BSW, имеет совместимость с BSP.
Уплотняющую функцию в соединениях с использованием BSPT выполняет сама резьба (за счет ее смятия в месте соединения при ввертывании штуцера). Поэтому применение BSPT всегда должно сопровождаться использованием герметика.
Данный вид резьбы характеризуется следующими параметрами:
- ГОСТ 6211-81 -Основные нормы взаимозаменяемости. Резьба трубная коническая.
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
обозначение по форме профиля – резьба дюймовая с конусностью (профиль в виде равнобедренного треугольника с углом при вершине 55 градусов, угол конуса φ=3°34′48″).
При обозначении используется буквенный индекс типа резьбы (Rдля наружной и Rcдля внутренней) и цифровой показатель номинального диаметра (например, R1 1 /4 – резьба трубная коническая с номинальным диаметром 1 1 /4). Для обозначения левой резьбы применяется индекс LH.
Параметры резьбы
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″). Угол профиля при вершине 55°.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней (ГОСТ 6211-81
— Основные нормы взаимозаменяемости. Резьба трубная коническая.), числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резбы. Например, резьба с номинальным диаметром 1.1/4 — обозначается как R 1.1/4.
Таблица 3
Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы трубной конической (R), мм
| Обозначение размера резьбы | Шаг Р | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d 2 =D 2 | Внутренний d 1 =D 1 | ||
| 1/16″ | 0,907 | 6,5 | 4,0 | 7,723 | 7,142 | 6,561 |
| 1/8″ | 6,5 | 4,0 | 9,728 | 9,147 | 8,566 | |
| 1/4″ | 1,337 | 9,7 | 6,0 | 13,157 | 12,301 | 11,445 |
| 3/8″ | 10,1 | 6,4 | 16,662 | 15,806 | 14,950 | |
| 1/2″ | 1,814 | 13,2 | 8,2 | 20,955 | 19,793 | 18,631 |
| 3/4″ | 14,5 | 19,5 | 26,441 | 25,279 | 24,117 | |
| 1″ | 2,309 | 16,8 | 10,4 | 33,249 | 31,770 | 30,291 |
| 1.1/4″ | 19,1 | 12,7 | 41,910 | 40,431 | 38,952 | |
| 1.1/2″ | 19,1 | 12,7 | 47,803 | 46,324 | 44,845 | |
| 2″ | 23,4 | 15,9 | 59,614 | 58,135 | 56,565 | |
| 2.1/2″ | 26,7 | 17,5 | 75,184 | 73,705 | 72,226 | |
| 3″ | 29,8 | 20,6 | 87,884 | 86,405 | 84,926 | |
| 3.1/2″ | 31,4 | 22,2 | 100,330 | 98,851 | 97,372 | |
| 4″ | 35,8 | 25,4 | 113,030 | 111,551 | 110,072 | |
| 5″ | 40,1 | 28,6 | 138,430 | 136,951 | 135,472 | |
| 6″ | 40,1 | 28,6 | 163,830 | 162,351 | 160,872 |
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Отверстия под нарезание метрической резьбы (по ГОСТ 19257)
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150,
ГОСТ 24705 с допусками по ГОСТ 16093 в сером чугуне по ГОСТ 1412,
в сталях по ГОСТ 380, ГОСТ 1050, ГОСТ 4543, ГОСТ 10702, ГОСТ 5632 (кроме сплавов на никелевой основе),
в алюминиевых литейных сплавах по ГОСТ 1583,
в меди по ГОСТ 859.
Размеры и предельные отклонения диаметровотверстий резьб с крупным шагом
(размеры в мм)
| Номинал | Отклонения | ||||
| 0,45 | 2,05 | 2,07 | +0,07 | +0,09 | — |
| 0,5 | 2,50 | 2,52 | +0,08 | +0,19 | +0,14 |
| 0,6 | 2,90 | 2,93 | +0,08 | +0,11 | +0,15 |
| 0,7 | 3,30 | 3,33 | +0,08 | +0,12 | +0,16 |
| 0,75 | 3,70 | 3,73 | +0,09 | +0,17 | +0,18 |
| 0,8 | 4,20 | 4,23 | +0,11 | +0,19 | +0,22 |
| 1 | 4,95 | 5,0 | +0,17 | +0,20 | +0,26 |
| 1,25 | 6,70 | 6,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
| 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
| 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
| 13,90 | 13,95 | ||||
| 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
| 17,35 | 17,40 | ||||
| 19,35 | 19,40 | ||||
| 3 | 20,85 | 20,90 | +0,30 | +0,40 | +0,53 |
| 23,85 | 23,90 | ||||
| 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
| 3,5 | 29,30 | 29,35 | |||
| 4 | 31,80 | 31,85 | |||
| 4 | 34,80 | 34,85 | +0,36 | +0,48 | +0,62 |
| 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
| 4,5 | 40,25 | 40,30 | +0,41 | +0,55 | +0,73 |
| 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
| 46,70 | 46,80 | ||||
| 5,5 | 50,20 | 50,30 | |||
| 54,20 | 54,30 | ||||
| 6 | 57,70 | 57,80 | |||
| 61,70 | 61,80 |
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,0 ÷ 2,2 мм
Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом
| Номинал | Отклонения | ||||
| 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | — |
| 2,65 | 2,67 | ||||
| 3,15 | 3,17 | ||||
| 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
| 4,00 | 4,02 | ||||
| 4,50 | 4,52 | ||||
| 5,00 | 5,02 | ||||
| 0,5 | 5,50 | 5,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 |
| 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 |
| 1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 |
| 0,5 | 9,50 | 9,53 | +0,08 | +0,10 | +0,14 |
| 0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 |
| 1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 8,70 | 8,75 | +0,17 | +0,20 | +0,26 |
| 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 |
| 1 | 10,99 | 11,00 | +0,17 | +0,17 | +0,26 |
| 1,25 | 10,70 | 10,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 |
| 1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 12,70 | 12,75 | +0,17 | +0,20 | +0,26 |
| 1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 |
| 1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 |
| 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 |
| 1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 |
| 1,25 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 |
| 1,5 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 |
| 1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 |
| 2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 |
| 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
| 0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 |
| 1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 |
| 2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
| 1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 |
| 2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
| 1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 |
| 2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 |
| 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
| 1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 |
| 2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 |
| 3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 |
| 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
| 1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 |
| 2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 |
| 3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 |
| 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 |
| 2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 |
| 3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 |
| 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 |
| 2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 |
| 3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 |
| 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 |
| 2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 |
| 3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 |
| 4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 |
| 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
| 1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 |
| 2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 |
| 3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 |
| 4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 |
ГОСТ предусматривает отверстия для резьб с d = 1,0 ÷ 200 мм и для 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
История
Схема «резьбового» сустава у жука тригоноптеруса Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы








