Штангенциркуль
Содержание:
- Как выбрать электронный штангенциркуль
- Порядок измерений
- Разновидности специальных штангенциркулей — фото
- Почему возникают ошибки при измерениях
- Что это такое?
- Разметка
- Устройство: принцип работы
- Разметка
- Считывание результатов
- Как правильно хранить инструмент
- Как пользоваться штангенциркулем
- Прочие виды
- Как правильно пользоваться штангенциркулем
Как выбрать электронный штангенциркуль
Чтобы подобрать лучший инструмент, не стоит полагаться только на рейтинги и рекомендации консультантов. Нужно самостоятельно владеть базовыми знаниями, которые помогут разобраться с основными параметрами цифровых штангенциркулей.
Результат замера у цифрового штангенциркуля выводится на электронное табло
Основные разновидности
Электронный измерительный инструмент считается лучшим по сравнению с механическими штангенциркулями из-за скорости работы и простоты пользования. Человеку не приходится присматриваться к разметке, что особо проблематично людям с плохим зрением. Данные выводятся в виде цифр на электронный дисплей.
Важно! Электронный измерительный инструмент можно подключать к компьютеру для переноса данных или распечатки их через принтер.
Электронные штангенциркули разделяются на несколько видов, каждый из которых отличается исполнением и областью применения:
- ТИП 1 и 2. Цифровой инструмент этой группы предназначен для выполнения наружных и внутренних замеров. По конструкции штангенциркули бывают одно- и двухсторонние. У них может присутствовать или отсутствовать глубиномер.
- ТИП 3. Электронные модели этой группы способны делать замеры большого диапазона.
- Разметочные. Простейший вид штангенциркулей, которые используют для разметки заготовок.
- Специальные. Электронными штангенциркулями этой группы замеряют наружные и внутренние канавки, уступы и другие сложные элементы.
Осуществляя выбор лучшего цифрового устройства, в первую очередь задумываются о задачах, которые собираются решать с помощью инструмента. Отсюда определяются, какими характеристиками должен обладать цифровой инструмент. Основными из них являются:
- диапазон замера;
- размер погрешности;
- цена деления;
- в каких условиях способен работать цифровой прибор: влажность, диапазон температур.
Если осуществлять выбор электронного устройства для пользования в быту, то диапазона измерений хватит от 0-125 до 0-150 мм. При этом цены деления хватит 0,01 мм. Для профессионального пользования требования будут выше. Диапазон измерений от 300 мм. Цена деления – 0,01, 0,02, 0,05 и 0,1 мм.
Качество исполнения
Штангенциркуль является измерительным высокоточным инструментом. Для него важна точность замера, которая часто зависит от качества исполнения электронного устройства. При покупке нужно тщательно провести осмотр
Внимание обращают на следующие нюансы:
- Внешний вид. Цифровая модель должна соответствовать фотографии на упаковке, а также изображению, которое производитель размещает на официальном сайте. Номер на корпусе должен означать страну-изготовителя.
- Исполнение подвижной рамки. Элемент должен свободно и плавно перемещаться по линейке. Лучшей считается рамка из нержавейки или сплавов цветных металлов.
- Губки. Именно этот элемент во многом отвечает за точность замера. На губках должна быть идеальная шлифовка поверхности, отсутствие зазубрин, люфта и других дефектов. В сомкнутом состоянии между губками не должен оставаться зазор, а на электронном дисплее высвечиваться значение 0.
- Точность. Параметр должен соответствовать указанным производителем характеристикам. Для этого проводят контрольный замер детали с известными точными размерами.
- Комплектность. С цифровым штангенциркулем должен идти технический паспорт, в котором стоит отметка о гарантии, поверке, инструкция. Плюсом будет, если производитель предусмотрел чехол, батарейки.
Кейс обеспечивает хорошую сохранность электронного устройства
Если, осуществляя выбор штангенциркуля, при осмотре обнаружили большие несоответствия, от такой цифровой модели лучше отказаться.
Дополнительные функции
Производитель наделяет свои электронные устройства дополнительными функциями. Они направлены на упрощение работы, делают цифровой инструмент лучшим среди конкурентов.
К дополнительным функциям относятся:
- Автоматическое включение цифрового прибора при перемещении губок и самостоятельное отключение в случае его неиспользования. Функция ускоряет рабочий процесс за счет отсутствия необходимости выполнять лишние действия. Автоматическое отключение экономит заряд батареек.
- Функция переключения единиц измерения позволяет выводить на электронный экран результат в дюймах и миллиметрах.
- Функция переключения относительный/абсолютный режим позволяет выставить в требуемой точке 0 и отсюда продолжать делать замер.
- Функция MODE. При запуске цифровой инструмент переходит в режим быстрой работы, предоставляется возможность выполнять замеры минимального или максимального значения.
Дополнительной функцией считается вывод данных на компьютер. Некоторые дешевые цифровые модели лишены этого приоритета.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
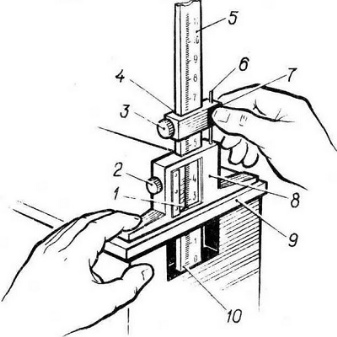
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Разновидности специальных штангенциркулей — фото
Очень часто на основе этого инструмента выпускают специальные измерительные приборы узкого спектра действия (для замера диаметров внутренних и наружных канавок), как заводского изготовления, так и цехового, а иногда и для выполнения одной единственной операции, но очень многократно (для замера расстояния отверстия заданного диаметра от края детали) т.п.
Shtangentsirkul-11
OLYMPUS DIGITAL CAMERA
Shtangentsirkul-14
Shtangentsirkul-15
Shtangentsirkul-18
Есть приборы, производящие одновременно несколько замеров.
И совсем уж специальные, как штангенциркуль для замера геометрических параметров сварных швов соединений разной толщины.
Существуют в природе такие инструменты, как штангенглубиномеры.
А вот более точные измерения проводятся приборами под названием микрометр (до 1/1000), но дома вряд ли он пригодится.
Также следует помнить, что для инструментов, которые используются на производстве, где необходима высокая точность прибора, рекомендуется делать поверку в специальных учреждениях.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Что это такое?
Этот прибор конструктивно похож на более известный инструмент – штангенциркуль. Он имеет более узкую специализацию, чем последний, и предназначен только для линейных замеров пазов, канавок и уступов в одном направлении – в глубину. По этой причине у штангенглубиномера отсутствуют губки.
Замер осуществляется путём ввода торца измерительной штанги в паз, глубину которого требуется определить. После этого следует передвинуть рамку вдоль основной шкалы на штанге. Затем, когда рамка установлена в правильное положение, нужно определить показания одним из трёх возможных способов (см. ниже).
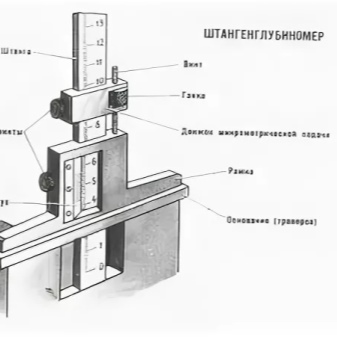
Существует 3 типа снятия показаний с прибора, по трём соответствующим его модификациям:
- по нониусу (штангенглубиномеры типа ШГ);
- по круговой шкале (ШГК);
- по цифровому дисплею (ШГЦ).
Как утверждает ГОСТ 162-90, приборы трёх перечисленных типов могут иметь диапазон измерения до 1000 мм. При этом распространёнными диапазонами являются 0-160 мм, 0-200 мм, 0-250 мм, 0-300 мм, 0-400 мм и 0-630 мм. При покупке или заказе штангенглубиномера вы можете узнать его диапазон по соответствующей условной маркировке. Например, модель, измеряющая глубину от 0 до 160 мм с отсчётом по круговой шкале, будет иметь обозначение ШГК-160.
В зависимости от устройства прибора важными параметрами, также регламентированными ГОСТом, являются следующие.
- Значения отсчёта по нониусу (для модификаций типа ШГ). Могут быть равными 0.05 или 0.10 мм.
- Цена деления круговой шкалы (для ШГК). Установленные значения – 0.02 и 0.05 мм.
- Шаг дискретности цифрового отсчётного устройства (для ШГЦ). Общепринятый стандарт – 0.01 мм.
- Длина измерительной рамки. Не менее 120 мм. Для моделей с диапазоном измерения до 630 мм и более необходимый минимум составляет 175 мм.
В установленных ГОСТом технических условиях определены стандарты точности данного прибора. Для устройств с нониусом предел допустимой погрешности составляет от 0.05 мм до 0.15 мм в зависимости от диапазона измерения. Приборы с круговой шкалой имеют допустимую погрешность 0.02 – 0.05 мм, а цифровые – не более 0.04 мм.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Устройство: принцип работы
Каждое подобное устройство состоит из 6 составляющих:
- Губки для проведения измерений;
- Фиксирующего винта;
- Подвижной рамки, которая позволяет перемещаться по штанге;
- Вспомогательной шкалы (нониус) для точного измерения;
- Измерительной штанги;
- Глубиномера.
Перед выполнением работ важно проверить текущее состояние штангенциркуля, если присутствует отклонение – следует выполнить настройку. В случае, когда устройством пользовались неоднократно, и теперь оно имеет перекошенные губки, пользоваться им не рекомендуется
Также прибор не даст точных показаний, если у него присутствуют забоины, а на рабочих поверхностях следы коррозии или царапины, которые мешают точному измерению. Поэтому перед началом работ следует совместить измерительные губки и убедиться в отсутствие зазора. Шкалу очистить от пыли и грязи, провести тестовые замеры.
Измерение происходит следующим образом:
К измеряемой детали прижимают губки инструмента, при этом важно не прилагать особых усилий, а зазоры и перекосы должны отсутствовать;
При измерении внешнего диаметра цилиндра важно, чтобы плоскость рамки находилась перпендикулярно оси;
Для проведения замеров внутри цилиндрического предмета, губки устройства устанавливают в максимально отдаленных точках;
Чтобы измерить глубину изделия используют глубиномер, который выдвигается при помощи подвижной рамки.
При работе со штангенциркулем важно учесть плавность хода рамки. Движение должно происходить без рывков и легко, на штанге рамка сидит плотно, без покачиваний
Только тогда человек получит максимально точный результат. Если при совмещении губок нулевой штрих вспомогательной шкалы не совпадает со штангой, то следует ослабить винты у нониуса, совместить нули и зафиксировать их в правильном положении.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Как правильно хранить инструмент
Чтобы продлить срок эксплуатации штангенциркуля, его необходимо правильно хранить. Для этого следует использовать специальный футляр. Рекомендуется периодически мягкой тряпочкой протирать поверхность устройства, чтобы убрать загрязнение. При частом применении ему не нужно дополнительных защитных мер. Если же пользоваться им редко, то нужно обрабатывать его машинным маслом. Необходимо избегать воздействия влаги и солнечных лучей и механических повреждений – ударов, царапин и др.
Штангенциркуль – инструмент, который часто требуется профессиональным мастерам и любителям. Если необходимо часто производить измерения, то потребуется приобрести такое устройство. Выбирая нужную модель, пользователю следует руководствоваться особенностями работы, учитывая особенности конструкции и стоимость таких инструментов.
Как пользоваться штангенциркулем
Для работы что с механическим, что с цифровым устройством необходимо знать общие принципы его эксплуатации.
С помощью штангенциркуля можно выполнять такие измерения.
- Внешний размер детали – длину, ширину, толщину, диаметр.
- Внутренний размер отверстия или полости – диаметр, ширину, длину.
- Глубину отверстия или полости.
Также с помощью инструмента можно определить внешний (для наружной) или внутренний (для внутренней) диаметр резьбы. При этом для выяснения номинального диаметра, по которому и маркируется изделие, придется воспользоваться таблицами.
Мерить штангенциркулем любые размеры следует в такой последовательности:
максимально свести (для внешних замеров) или развести (для внутренних замеров) измерительные губки прибора. Для замера глубины выдвинуть глубиномер так, чтобы его конец упирался в дно отверстия, а край штанги – в край отверстия
Важно при этом сохранить соосность отверстия и прибора;
при необходимости зафиксировать ползунок зажимным винтом или просто аккуратно снять/извлечь прибор;
снять показания. Для цифрового прибора достаточно увидеть показания на дисплее, для механического – отметить положение бегунка на разметочной шкале и положение рисок разметки на нониусе.
Вначале отмечается целое число (миллиметры) по основной шкале.
Далее уточняется дробное число, то есть десятые и/или сотые доли миллиметра.
Для этого необходимо определить, какая по счету риска на разметке нониуса точно совпадает с любой из рисок основной шкалы.
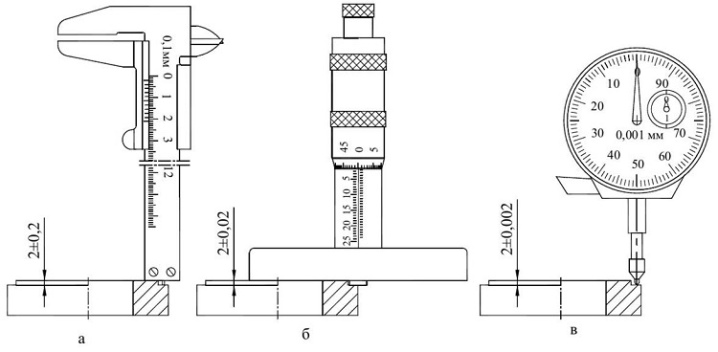
Примеры использования штангенциркуля (для сравнения измерение штангенциркулем цифрового типа тех же размеров).
На втором фото хорошо видно совпадение девятой риски шкалы нониуса с делением шкалы штанги. Следовательно, размер составляет 14,9 мм (производитель указывает 15 мм).
При измерении гладкой части стержня болта механический штангенциркуль дает размер 5,4 мм.
Цифровой при таком же измерении дал диаметр 5,3 мм.
При замере длины болта разница также на десятую долю миллиметра – 57,7 мм для механического и 57,61 мм для электронного измерителей.
При замере глубины полости окончание штанги установлено так, чтобы края упирались в край детали, а глубиномер – в дно полости. При этом штангенциркуль установлен максимально ровно, по нормали к дну полости.
Полное совпадение на восьмой риске нониуса, следовательно, глубина составляет 34,8 мм.
При измерении резьбы показания обоих приборов совпали – 5,8 мм
Обратите внимание: чтобы губки измерителя не попали между витками резьбы, необходимо располагать прибор немного под углом, около 35…50 градусов к оси резьбового изделия
Прочие виды
Чтобы не возникало вопроса, как пользоваться штангенциркулем при измерении нестандартных деталей, нужно еще рассмотреть остальные типы приборов для узко специфичных задач, для которых стандартный инструмент не подойдет:
Разметочный штангенциркуль создан для точной разметки поверхностей, чему служат особенно тонко заточенные нижние губки. Диапазон длин совершенно разнообразен, следует подбирать по максимально необходимым обычно габаритам.
Для измерения внешних и внутренних углублений. Конструкция предусматривает измененную форму нижних губок для того, чтобы можно было помещать их в пазы углублений. Размеры также выпускаются различные, в зависимости от необходимости мастера.
Штангенциркули для замера габаритов форм с перепадами высот. Конструкция несколько видоизменена, в этом случае статичная нижняя губка путем нажатия регулируется по высоте. Можно установить ее выше или ниже уровня подвижной губки и спокойно измерять ступенчатые детали.
Помимо этих видов, существуют другие, не так часто применяемые штангенциркули, например для замера расстояний между серединами отверстий, измерения автомобильных барабанов, регулирующиеся конструкции.
Сейчас производители выпускают, можно сказать, все необходимые инструменты, важно только разобраться, какой конкретно необходим именно для вас
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.








