Токарный станок по дереву и особенности резцов
Содержание:
- Особенности конструкции резца токарного по металлу
- Устройство деревообрабатывающего токарного станка
- Заточка резцов по дереву для токарного станка
- Как самостоятельно затачивать инструмент?
- Самостоятельное изготовление резцов по дереву
- Классификация изделий
- Как установить на станке
- Изготовление своими руками
- Виды токарных резцов
Особенности конструкции резца токарного по металлу
Конструкция элемента состоит из державки резца, благодаря которой фиксируется инструмент на станке, и рабочей головки, что непосредственно обрабатывает поверхность заготовки. Державка может иметь квадратное или прямоугольное поперечное сечение. Рабочая часть инструмента сформирована из нескольких смежных плоскостей и режущих кромок. Их угол затачивания зависит от характеристики обрабатываемого материала и вида обработки.

Для достижения заданных параметров детали происходит движение закрепленных в станке резца и заготовки относительно друг друга
Рабочая головка может быть цельной или с приварными или припаянными пластинами. Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Преимущественно для металлообработки на токарном станке используются резцы с приварными или припаянными пластинами. Изготавливается инструмент из быстрорежущей стали или твердого сплава, в составе которого присутствуют металлы: титан, вольфрам и тантал. Он отличается высокой прочностью и ценовой политикой. Данный токарный инструмент может быть использован для обработки изделий из цветных металлов, чугуна, любой стали и неметаллических материалов.
Важно! При работе с пластинами из твердых сплавом следует придерживаться правил безопасности, поскольку изделия весьма хрупкие. Очень часто при обработке материала используются резцы токарные со сменными пластинами
В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами
Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.

Разновидность резцов токарных по металлу со сменными пластинами
Рабочая часть для резца станка токарного может быть изготовлена из твердого сплава (танталово-вольфрамо-титанновые, титановольфрамовые, вольфрамовые), быстрорежущей стали (повышенной или нормальной эффективности), углеродистой стали высокого качества. Резцы могут быть использованы для таких типов токарных станков, как строгальные, токарные, долбежные, револьверто-автоматные и специальные.
Читайте на Дача своими руками:
- Фрезерный станок по дереву: фото, видео, инструкция, своими руками
- Как выбрать фрезерный станок по дереву: фото особенности характеристки
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Заточка резцов по дереву для токарного станка
Качество обрабатываемой заготовки во многом зависит от правильной заточки, а именно от геометрии токарного резца. Угол заточки подбирается каждым мастером индивидуально в зависимости от собственных навыков, твердости древесины, качества рабочего инструмента, окончательного желательного вида обрабатываемой поверхности.
Для начинающего мастера угол заточки стамески и мейсера должен быть равен 40 градусам относительно рабочей поверхности и по отношению каждой из сторон лезвия. Для рейера это значение составляет 50-60 градусов. С повышением уровня мастерства угол затачивания может уменьшиться до 20-35. Процесс затачивания осуществляется на специальном станке для заточки токарных резцов, который оснащен набором кругов различной зернистости и бархатным бруском для ручной правки лезвия.
Полезный совет! В наборе инструментов токаря должны присутствовать резцы одного типа единого размера, имеющие различные углы заточки. Это значительно ускорит работу специалиста и продлит срок эксплуатации изделий, поскольку не будет возникать необходимость в постоянном перезатачивании лезвия, исходя из вида обрабатываемой заготовки.

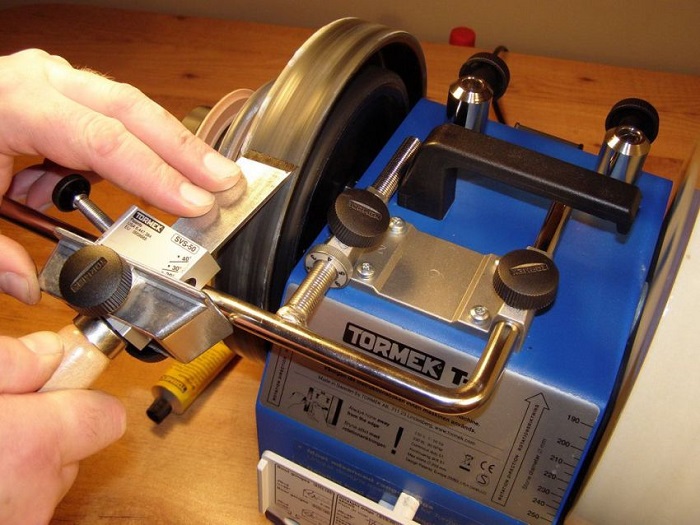
Перед тем как затачивать резец, нужно правильно его зафиксировать в оправке
Инструмент с более тупым углом затачивания используется для грубой обработки и заготовок из твердых пород дерева. Режущий инструмент с более острыми углами позволяет более качественно обрабатывать поверхность заготовки. Он используется для ускорения процесса точения. Однако в этом случае возрастает вероятность повреждения лезвия и скола заготовки. К тому же правка и заточка резцов по дереву с острыми углами будет выполняться чаще, чем элементов с тупыми углами.
Примерный угол затачивания лезвия формируется на стадии изготовления токарных резцов до начала процесса закаливания. После окончания термической обработки затачивание осуществляется при помощи абразивного круга и завершается на бархатном бруске ручной доводкой.

Чтобы предупредить появление на точеных деталях задиров и сколов, важно использовать правильно заточенные резцы
Как самостоятельно затачивать инструмент?
Для заточки резцов можно использовать ручной или электрический инструмент. Второй способ использовать предпочтительнее, так как на хорошем электроинструменте заточка происходит быстрее, а порой и качественнее.
Необходимые инструменты
Для заточки лезвия потребуются:
- точильный брусок;
- абразивный камень.
Первичную грубую чистку лезвия осуществляют на абразивном камне. В конце используют точильный брусок с мелкой крошкой.
Также можно осуществлять заточку лезвия на электрическом точильном станке.
Особенности
Для правки или заточки лезвия инструмента можно воспользоваться электрическом точильным станком. Лучше выбирать модели с двумя точильными кругами.
На первом можно делать грубую чистку и обработку. На втором — чистовую заточку. Соответственно, круги должны быть с разной величиной абразивной крошки.
Во время работы необходимо остужать лезвия в машинном масле. Иначе оно может перегреться и потерять свои эксплуатационные качества. Также остывание в масле способствует закалке инструмента.
Особенности выполнения заточки
При заточке нужно учитывать:
- Правильные углы заточки для каждого резца.
- Для новичков лучше брать более развернутые, а не острые углы заточки. С ростом навыка можно уменьшать угол.
- Для грубой очистки и первичной обработки также используют заточку с более развернутым углом.
- Первичную заточку лезвия и формирование режущей кромки делают еще до работы на электрическом точильном станке.
По мере освоение инструмента мастер придет к собственным углам заточки того или иного резца, который будет удобен в работе.
Самостоятельное изготовление резцов по дереву
 Державка для токарного станка по дереву
Державка для токарного станка по дереву
Основная сложность при изготовлении самодельных резцов для работ по дереву своими руками заключается в правильном подборе заготовки. Помимо требований к твердости режущей кромки, следует продумать, как она будет устанавливаться в державку. Этот компонент станка необходим для фиксации инструмента. Поэтому предварительно следует учесть габаритные размеры.
Следующим моментом является выбор материала заготовки для токарных работ. В идеале для этого рекомендуется использовать инструментальную сталь. Однако ее обработка в домашних условиях затруднена из-за высокого показателя твердости. Поэтому зачастую используют подручные материалы, которые после стадии предварительной обработки закаляют.
Исходя из опыта профессиональных домашних мастеров, для изготовления качественного резца своими руками можно применять следующие заготовки:
- рашпили или напильники. Чаще всего обработке подвергаются уже изношенные инструменты, которые потеряли свои первоначальные свойства. Нужно проконтролировать, чтобы материал не имел трещин и существенных сколов;
- прутки арматурной стали. Рекомендуется выбирать модели с квадратным сечением и исходными размерами, максимально близкими к заводским;
- автомобильные рессоры. Главная сложность заключается в первичной обработке — необходимо будет сделать прямоугольную форму с помощью автогена или сварочного аппарата .
Альтернативным вариантом является изготовление основного токарного корпуса с возможностью замены резцов. Но для этого нужно предусмотреть монтажные элементы в конструкции. Во время работы они должны выдерживать максимальную нагрузку, не изменять исходного положения режущей кромки.
После придания изделию нужной формы выполняется его первичная заточка. Затем режущую кромку необходимо закалить. Для этого она разогревается до температуры накала и опускается в машинное масло. Для формирования твердой поверхности можно применить метод медленной закалки. По окончанию разогрева остывание поверхности заготовки происходит естественным образом.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Изготовление своими руками
При изготовлении этих инструментов не обойтись без электрического заточного станка (электроточила) с комплектом абразивных кругов разной зернистости. В большинстве операций его может с успехом заменить болгарка с отрезными и шлифовальными дисками.
Лезвие резца по дереву
Для изготовления лезвия инструмента подойдут любые отслужившие свой век изделия из высококачественной стали – рессоры, сверла, скальпели, рашпили и даже кольца подшипников.
Для ножей самым простым выбором является полотно для ножовки по металлу. Изготовление заключается в нарезании его на отрезки требуемой длины, формировании нужной формы лезвия и заточки.
Лучший вариант для стамесок – диск циркулярной пилы, толщина которого очень хорошо подходит для этой цели. Углеродистая сталь, из которой она изготовлена, долго держит заточку даже при обработке твердых пород дерева. Отрезание полос нужного размера и их вытачивание для получения необходимой формы лезвия выполняется с помощью болгарки или абразивного диска электроточила.
Для полукруглой стамески отлично подойдет старый пробойник – он уже имеет нужную форму. Достаточно только срезать с него лишний металл и заточить.
При интенсивном обтачивании металл нагревается, что вызывает отпуск, делающий его более мягким, неспособным долго сохранять заточку. Поэтому после придания лезвию нужной формы и заточки требуется закалка. Для этого нужно нагреть режущую часть при помощи газовой или керосиновой горелки до малинового цвета и опустить в емкость с машинным маслом.
Рукоятка
В качестве материала для рукоятки наиболее подходящим деревом считается дуб. Ну а где он не растет, его вполне успешно заменит береза, которая, будучи обожженной до черноты газовой горелкой и отшлифованная, не требует никакого покрытия и очень комфортна для работы.
Для ножей по дереву рукоятку можно сделать следующим способом:
- выпилить два бруска длиной около 12 сантиметров и сечением 12х22 миллиметра;
- приложив хвостовик лезвия к бруску, обвести его карандашом;
- стамеской выбрать древесину на глубину толщины лезвия;
- нанести на поверхности брусков столярный клей (можно ПВА или ЭДП), соединить конструкцию и стянуть ее струбцинами или зажать в тисках;
- после высыхания клея обстругать рукоятку или обточить на электроточиле и ошкурить.
Для стамесок рукоятку можно выточить на токарном станке или выстрогать из целого бруска. Затем просверлить отверстие по размеру хвостовика и, предварительно надев на рукоятку обжимное кольцо, предохраняющее дерево от раскалывания, аккуратно насадить ее на лезвие.
Заточка резцов по дереву
Завершающим этапом изготовления резцов по дереву является формирование режущей части и заточка. Основную часть металла с режущей кромки можно убрать на абразивном круге электроточила или заточным диском болгарки.
Углы заточки фасок всех видов резцов примерно одинаковые и лежат в диапазоне 18-25°, а длина острой части составляет порядка 20-35 мм, в зависимости от общей длины резца. В процессе обработки необходимо обязательное постоянное охлаждение лезвия в емкости с водой.
Дальнейшая работа выполняется вручную в следующей последовательности:
- заточка на наждачном бруске, который рекомендуется периодически смачивать водой;
- заточка на более тонком бруске или на шкурке-нулевке, положенной на твердую, ровную подложку;
- завершающая правка и полировка режущей кромки на кожаном ремне, натертом пастой ГОИ.
В процессе эксплуатации режущего инструмента его лезвие неизбежно теряет свою остроту. Регулярная тщательная заточка резцов по дереву – необходимое условие для комфортной работы резчика и высокого качества резного изделия.
Виды токарных резцов
Широкий круг решаемых задач, которые возникают при создании конструкций из дерева, требует большого количества токарных приспособлений различного назначения. Современные производители предлагают большое многообразие таких изделий. На любой токарный резец возложено выполнение определённых практических задач. Каждый токарный резак состоит из двух частей: рабочей части, производящей обработку или резание и элементов крепления. На рабочую часть выделяют примерно 20 сантиметров от всей длины металлической заготовки. Такой размер обеспечивает свободу манёвра инструментом, что гарантирует точность выполнения требуемых операций. Запас по длине позволяет много раз производить обработку режущей части. Длина хвостовой части определяется длиной будущей ручки. Она должна обеспечивать безопасную работу.
Несмотря на большое многообразие подобных инструментов, все типы токарных резцов можно классифицировать по следующим признакам:
- характеру выполняемых задач;
- материалу, из которого он изготовлен;
- форме наконечника и значению углов заточки.
Такая классификация токарных резцов позволяет точно определить их область применения. По характеру решаемых задач они могут быть отрезными и обрабатывающими. В качестве материала для их изготовления выбирают марки сталей, обладающие повышенной твёрдостью. Это позволяет создать хорошо режущую переднюю кромку.
Токарные резцы, подразделяются на следующие виды:
- отрезные;
- стамески;
- скребки.
Стамески делятся на две группы. Первая предназначена для грубой обработки или резания. Вторая — применяется для окончательной или чистовой обработки.
В основном они обладают четырьмя формами режущей кромки:
- прямой или плоской;
- радиусной;
- в виде скобы;
- уголковой.
Ширина стамески выбирается в зависимости от размера заготовки. Она изменяется от четырёх до тридцати миллиметров. Основная группа токарных стамесок имеет лезвие, позволяющее вытачивать необходимые фигуры на плоской поверхности. Для придания определённого рифления изготавливаются специальные стамески. К ним относятся:
- рейер полукруглый (его название определяется формой лезвия. С его помощью производят предварительную обработку подготовленной заготовки);
- мейсель имеет обоюдоострую режущую кромку, угол схождения граней достигает 25 градусов. Он идеально подходит для вытачивания различной величины углублений, проточки канавок, вырезания фигур и рисунков. С его помощью осуществляют чистовую обработку поверхности;
- стамеска- крючок (предназначен для изготовления в поверхности различных углублений, Их величина зависит от диаметра крючка);
- стамеска гребёнка – позволяет нарезать резьбу на внешней и внутренней стороне деревянного изделия (с её помощью изготавливают деревянные метизы, для последующего крепления отдельных деталей);
- стамеска-скребок – применяется для чистовой обработки деталей, имеющих поверхность цилиндрической формы.
- клюкарзы (к ним относятся угловые стамески. Они применяются для вырезания на поверхности изделия сложных и объёмных рисунков, орнаментов, барельефов или различных декоративных украшений);
- клепики (применяется для тонкой доработки рельефной поверхности. Особенно она полезна для изготовления сложных изображений, выборки древесины в труднодоступных местах).
Следовательно, стамески могут быть плоские или фигурные. Основными характеристиками, на основании которых производится классификация резцов является форма будущего изделия и его художественное оформление. Работа стамесками производится вручную. Качество получаемого изделия во многом зависит от качества токарного инструмента, плотности древесины и квалификации мастера.
Чистовая обработка производится токарными резцами с углом заточки в правую или левую сторону. Опыт проведенных работ показал, что наиболее приемлемым является угол равный 70-75 градусов. Для финишной зачистки используют токарные изделия, заточенные под углом в 20-25 градусов.
Для решения более сложных (нестандартных) задач применяют фасонные резцы. К ним относят токарные изделия, обладающие режущей частью в форме полукруга.
Многообразие предлагаемых в продаже токарных резцов и возможность самостоятельного изготовления позволяет выбрать такой инструмент, который позволит решать самые сложные задачи и создавать неповторимые детали с самыми причудливыми рисунками из любых типов древесины.








