Конструкция и принцип работы токарного станка с чпу
Содержание:
- Основные технические характеристики
- Как выбрать вариант для дома
- Ценовой диапазон
- Конструкция токарного станка
- Шаг 2. Управление шпинделем.
- Конструкция токарных мини-станков по металлу
- Какие операции по металлу можно выполнять
- Задняя бабка
- Как правильно использовать токарный станок
- История возникновения
- Правила использования оправок
- 3 Краткое описание самых распространенных видов токарных агрегатов и их фото
- Устройство токарного станка
- Как написать управляющую программу
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Как выбрать вариант для дома
Грамотно выбранный домашний токарный станок также станет полезным и при обслуживании транспортного средства, значительно упростит задачи по уходу за приусадебным участком.
При наличии такого оборудования всегда можно выточить любую необходимую деталь для ремонта. Чтобы не ошибиться в выборе домашнего станка, учитывайте следующие нюансы:
- Бюджет. Зачастую для домашнего пользования приобретайте модель базовой комплектации. А различный дополнительный функционал комплектуется уже по мере необходимости.
- Качество. Перед оформлением покупки тщательно осмотрите модель на наличие возможных поломок. И не совершайте такие сделки в системе онлайн (на заказ и доставку). Ведь в этом случае не будет возможности пощупать, посмотреть и проверить станок.
- Разновидности. Выбор токарного домашнего станка зависит от цели его дальнейшего использования.
Мнение эксперта
Левин Дмитрий Константинович
Если позволят финансовые возможности, лучше покупайте универсальный станок, который обладает большим запасом функций.
По своему предназначению все подобные модели подразделяются на 4 основные разновидности:
- Настольные. Отличаются компактными размерами и малой массой. Самая миниатюрная модель будет весить около 10-12 кг. Такой тип станков предназначен для обработки небольших деталей и операций: подрезать края, отшлифовать, расширить или сделать новые отверстия, обточить детали, нанести на них резьбу и пр.
- Универсальные. Предназначены для выполнения сразу нескольких функций. Отличиями становятся повышенный размер диаметра обрабатываемой детали и увеличенное расстояние между двумя вращающимися центрами. Станки универсального типа обладают неприхотливостью при уходе и легкостью в использовании.
- Токарно-винтовые. Эти модели пользуются особенной популярностью. Ведь с их помощью можно обработать практически любое изделие, даже весом в 10 тонн, а центровое расстояние способно варьироваться в пределах 7-8 м.
- Школьные. Самые простые по функциональности устройства, работать на которых под силу каждому. Эти модели способны обрабатывать практически любую деталь, независимо от формы. С их помощью легко можно нарезать резьбу, делать отверстия и придавать объекту нужную форму. А при необходимости производить и затачивание, шлифовку или закатку домашних инструментов. А, приобретя дополнительное оборудование, можно значительно расширить возможности устройства и сделать станок пригодным для фрезерования или нарезки зубьев. Такие модели малогабаритны и компактны.
Токарные станки школьного исполнения способны работать не только по металлу. С их помощью можно легко обрабатывать древесину и пластик.
Но помните, что станки, предназначенные для домашнего использования, все же не так совершенны, как профессиональные. Главное неудобство – это время, которое приходится затрачивать на обработку. Но все недостатки покрывает гарантированно высокое качество итогового результата.
Ценовой диапазон
Цены для разных моделей разнятся в зависимости от функционала, удобности и возраста. К примеру, на торговых площадках в интернете можно купить довольно простой часовой токарный станок за триста пятьдесят долларов. Однако, для промышленного производства такой не подойдёт, да и такие станки будут в основном устаревшие.
В то же время можно купить этакого «Короля от мира часовых станков» — Schaublin 70. Производит его швейцарский завод, и качество у него просто на высшем уровне. Однако, за такое сокровище нужно отдать около 662 400 рублей, что достаточно солидная сумма.
На данный момент это — самый дорогой станок из ныне производимых, поэтому все остальные модели по своей цене находятся между продающихся на торговых площадках в интернете и с Schaublin 70. В основном, цена на новые модели будет составлять от 200 000 до 500 000 тысяч.
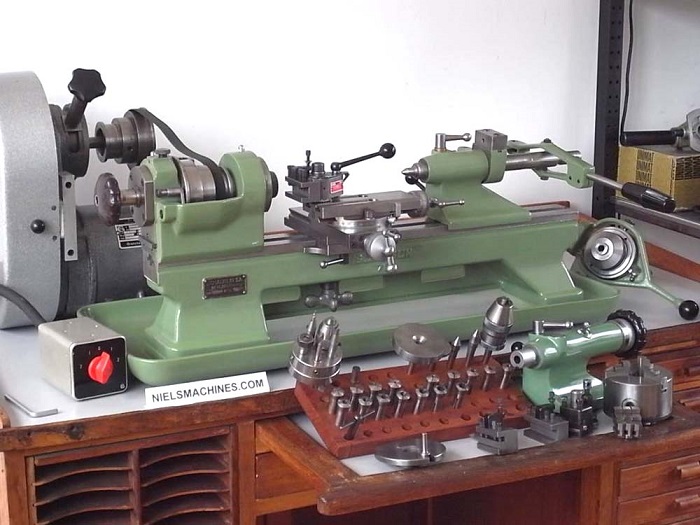
Конструкция токарного станка
Основными узлами являются:
- Станина — несущая конструкция, на которой расположены все узлы.
- Передняя бабка — в ней находится шпиндель, который вращается с деталью, и коробка скоростей.
- Задняя бабка — дополнительно фиксирует деталь во время обработки в центрах. Пиноль служит для крепления режущего инструмента (сверла, развертки).
- Суппорт — несет резцедержатель, в который крепятся токарные резцы. Перемещается в поперечном и продольном направлении на заданной скорости.
- Коробка подач — обеспечивает движение от ходового винта или вала на суппорт.
Важно!
На большинстве моделей главные узлы унифицированы.
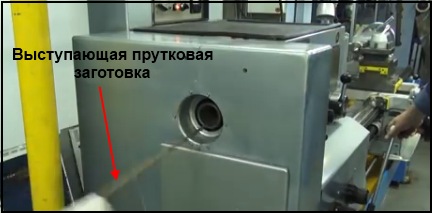
Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.
Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.
Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Конструкция токарных мини-станков по металлу
 Полностью оправдывая своё название, мини-станок не отличается от своего полноразмерного собрата практически ничем, кроме габаритов.
Полностью оправдывая своё название, мини-станок не отличается от своего полноразмерного собрата практически ничем, кроме габаритов.
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом. Но он может представлять опасность для начинающего токаря, рискующего наткнуться на один из не использующихся во время работы резцов, которые будут в это время торчать по сторонам.
Способы крепления деталей
Для разных деталей используются различные виды креплений.
- Цанговый патрон — при помощи него крепят особенно тонкие детали.
- Сверлильный патрон — подойдёт для деталей многих размеров и форм, но радиальные напряжения не выдержит.
- Планшайба — используется в случае работы с крупными или сложными по форме деталями, но заготовку сложно закрепить в ней и центрировать относительно оси.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Задняя бабка
Опорный узел, предназначенный для поддержания заготовки соосно со шпиндельной головкой, называется задней бабкой. В состав задней бабки входит пиноль – подвижное устройство, перемещаемое вдоль оси заготовки при помощи винта, приводимого в движение маховиком подачи.
Цифрами обозначены:
- Маховик подачи.
- Рычаг эксцентриков фиксации корпуса.
- Фиксатор пиноли.
- Корпус задней бабки.
- Пиноль.
- Центр.
- Технологические отверстия.
- Основание корпуса.
- Болт поперечного перемещения корпуса.
Перед началом работы рекомендуется сдвинуть заднюю бабку в сторону шпинделя и проверить их соосность визуально. В случае возникновения сомнений, в шпиндельной головке зажимают один конец тестировочного стержня (заготовки), а центром сдвинутой на свое место задней бабки подпирают второй конец. Затем по направляющим станины передвигают по всей длине стержня жестко закрепленный микрометр. Щуп прибора должен касаться стержня – так проверяется осевое биение заготовки. Если биение существует, то под основание задней бабки подкладывают тонкие регулировочные пластины, стремясь свести осевое биение к минимальным значениям или к нулю.
Задняя бабка может выполнять не только функции опорного элемента, но и быть держателем некоторых видов инструмента. Сверло, метчик, проходной резец для внутренней обработки – многие из этих предметов могут быть закреплены в пиноли.
Внутренняя часть пиноли обработана под конус Морзе, поэтому и хвостовики инструмента должны быть иметь этот конус. Конструкция задней бабки сделана так, что при вращении назад, пиноль втягивается в корпус на определенную глубину. В это время в торец инструмента, вставленного в пиноль, упирается торец двигающего ее винта. Таким способом инструмент выталкивается из пиноли.
Простота конструкции задней бабки не отменяет необходимости ее регулировки, настройки или ремонта.
После длительной эксплуатации или по мере необходимости проводят ревизию задней бабки. В случае проведения ремонта, после выполнения всех необходимых работ или замены деталей, проводят регулировку задней бабки, которая называется юстировкой.
При любых работах по регулировке и настройке металлорежущих станков не применяются регулировочные пластины из дерева из-за их мягкости.
Как правильно использовать токарный станок
Это оборудование дорогое, и важно обеспечить для него наилучшие условия работы
Нужно обратить внимание на следующие особенности токарных станков:
-
Оптимальная температура для работы 1-35 гр. В том случае, когда оборудование промёрзло и было перенесено в тёплое помещение, его нельзя включать на протяжении 8 часов. За это время он полностью адаптируется к новым условиям. Если включить сразу, наличие конденсата может повредить электродвигатель.
-
Нужно следить за влажностью воздуха. Если она превысит 80 гр., то повысится риск поражения электрическим током. В результате не только человек получит травму, но и электромотор может быть повреждён.
-
Необходимо аккуратно производить установку станка. Это основное условие сохранения жёсткости. Он должен стоять на идеально ровной поверхности. В противном случае произойдёт потеря жёсткости системы из-за перекоса и повышенной вибрации.
-
В зависимости от выбранной модели необходимо обеспечить подходящее электропитание. Станок использует 220 или 380 В в зависимости от выбранной модели. Узнать, какое напряжение питания требуется можно в инструкции по эксплуатации оборудования.
-
В процессе работы нужно использовать защитные средства. Они помогут избежать травм. Можно использовать робу, очки, закрытую обувь, головной убор, а также маску или респиратор.
Создание подходящих условий на рабочем месте позволит добиться высокой производительности, длительного срока эксплуатации токарных станков и позволит избежать случайных травм.
Существуют правила, запрещающие работу на токарном станке в следующих условиях:
-
Если в это время выполняются наладочные работы.
-
В том случае, когда элементы оборудования имеют значительный износ.
-
Применяются неисправные инструменты.
-
Исправлять имеющиеся неисправности, относящиеся к электрической системе станка, самостоятельно.
-
Разрешать посторонним лицам здесь работать.
-
Отходить от работающего оборудования даже на короткое время.
Даже если неисправности относятся только к ограждающему оборудованию, это исключает возможность использование токарных станков.
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.

Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
3 Краткое описание самых распространенных видов токарных агрегатов и их фото
Штучные заготовки и изделия из прутков обрабатываются на токарно-револьверных установках. Указанные заготовки и прутки располагают не одной, а несколькими поверхностями, поэтому для их обработки требуется производить многоинструментальную настройку станка. Она становится возможной именно за счет наличия револьверной головки, на которой предусмотрено два и более гнезда для размещения рабочего инструмента в державках. Обслуживание револьверных установок сравнительно сложное, но его функциональность того стоит. Некоторые модели токарно-револьверных агрегатов – 1Е316П, 1Г340ПЦ, 1П371, 1А341.
Токарно-карусельные станки (модели 1550, 1541, 1Л532, 1512 и другие) используются для работы с тяжелыми изделиями относительно небольшой длины с крупными диаметрами (маховики, колеса зубчатого типа и так далее). На этом оборудовании изначально можно осуществлять растачивание и точение, прорезать канавки, обрабатывать торцы деталей. Если же снабдить такие токарные станки по металлу дополнительными приспособлениями, можно будет сказать, что они превратятся в универсальные, ведь на них станет доступным нарезание резьбы, шлифование металла, фрезерование и многие иные процедуры.

Токарный многошпиндельный автомат (например, 1П365, 1Б140) применяется при серийной обработке точных и сложных заготовок из труб, а также из шестигранного, круглого, квадратного калиброванного проката, полученного по холоднокатаной технологии. Он имеет повышенную жесткость конструкции и мощный привод, что гарантирует отличную производительность. При этом его обслуживание мало чем отличается от технической «заботы» об обычном токарном станке. Любой современный автомат с несколькими шпинделями способен производить нарезание и накатывание резьбы, растачивание, фасонное и черновое обтачивание и другие операции.
Чаще всего применяемыми по праву считаются токарно-винторезные станки. Практически любой подобный агрегат – это универсальный токарный станок, дающий возможность выполнять весь спектр токарных операций. Модели таких установок (16Б16А, 16П16П, 16К50, 16К20 и другие) можно встретить на любом производственном предприятии. Конструктивно каждый универсальный токарный станок имеет одну и ту же компоновку, которая лишь незначительно отличается у разных агрегатов. Другими словами, он состоит из идентичных узлов.

Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.








