Станок для гибки профильных труб своими руками
Содержание:
- Как согнуть трубу горячим методом
- Как изготовить профилегиб своими руками?
- Рейтинг трубогибов для круглой трубы
- Изготовление станка своими руками
- Станок для загиба — особенности конструкции
- Ручной трубогиб для профильных труб своими руками
- Что представляет собой инструмент для сгибания труб?
- Виды трубогибов
- Что это такое и для чего он нужен?
- Эксплуатация и обслуживание станка
- Поэтапное описание работ
- Станок, изготовленный на заводе
- Какие материалы и инструменты нужны для изготовления трубогиба
- Заключение
Как согнуть трубу горячим методом
Придать конструкции для теплицы нужный угол в домашних условиях можно, обратив внимание на горячий метод сгиба. Он имеет свои преимущества
В частности, сгиб получается гладким и плавным.
Для выполнения работы необходимо поместить в конструкцию песок, затем закрыть его концы деревянными заглушками. После требуется просверлить отверстия в заглушках для того, чтобы при нагреве выходил возникающий воздух. Затем на конструкции для теплицы выполняют отметку, где оптимально выполнять изгиб.
Затем это место нагревается. Вслед за этим нагретую конструкцию помещают в трубогиб и гнут до нужного радиуса.
Если вы решили согнуть конструкцию для теплицы в домашних условиях, обязательно посмотрите видео и фото, на которых показано правильное выполнение такой работы. Увидеть весь необходимый материал вы можете на нашем сайте.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.

Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
-
Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
-
После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. -
Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Рейтинг трубогибов для круглой трубы
На производстве, при ремонте и в декоративных работах требуется сгибать не только профили, но и круглые заготовки. Спросом пользуются несколько моделей ручных трубогибов.
Rothenberger Minibend
Мобильный ручной трубогиб с массой всего 420 г подходит для деформации труб с круглым сечением под углом до 180°. Работает с медными, алюминиевыми и латунными заготовками, справляется с тонкостенной сталью. Поддерживает диаметр труб 6-10 мм. Среди недостатков пользователи отмечают только небольшой диапазон применения.
Совет! Трубогиб лучше всего подходит для ремонта холодильных установок и для сантехнических работ.
 Средняя стоимость трубогиба Rothenberger начинается от 2700 рублей
Средняя стоимость трубогиба Rothenberger начинается от 2700 рублей
YATO
Очень бюджетный китайский трубогиб ручного типа рассчитан на работу с заготовками диаметром до 20 мм. Оснащен измерительной шкалой для выставления угла сгиба и фиксатором для остановки инструмента в нужный момент. Для деформации крупных и высокопрочных труб не подходит, но с элементарными домашними задачами справляется хорошо.
 Купить трубогиб YATO можно всего от 700 рублей
Купить трубогиб YATO можно всего от 700 рублей
Force 653180
Ручной трубогиб с длинной рукоятью рассчитан на изменение геометрии труб с толщиной 6-20 мм. Изготовлен из металлического сплава, отличается высокой прочностью и взаимодействует даже со сталью. Выполняет сгибание до 180°. Конструкция у оборудования простая, транспортировке инструмент поддается легко.
 Цена трубогиба Force стартует от 1200 рублей
Цена трубогиба Force стартует от 1200 рублей
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
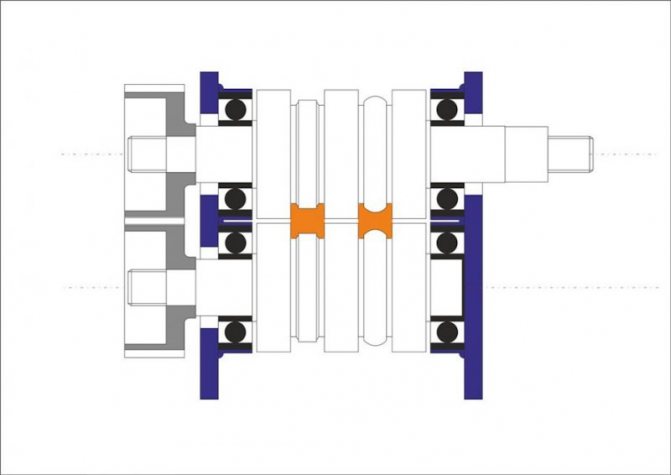
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.

Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.

Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
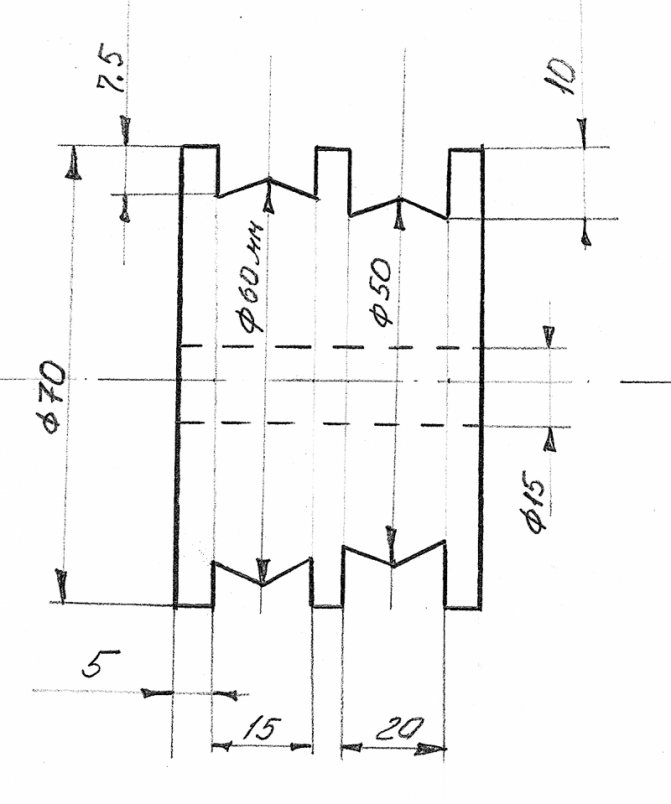
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
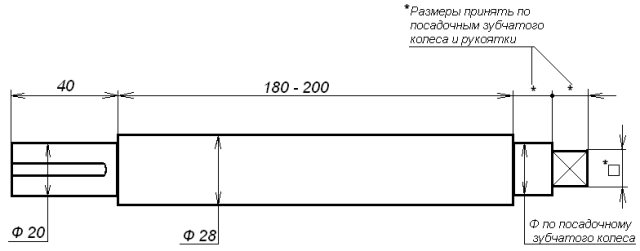
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Станок для загиба — особенности конструкции
Станок обеспечивает не только идеальный загиб на заданный угол, но и гарантирует отсутствие дефектов в гранях трубы. Альтернативой этого способа загиба труб является только «горячая» деформация. Но о точности в этом случае можно забыть.
Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
- Станины – жесткой рамы, к которой крепятся все детали станка. Она бывает напольной и настольной.
- Нескольких вальцов – главного рабочего органа станка, которые корректируют движение трубы через станок и осуществляют деформацию.
- Струбцины – источника деформирующего усилия, давящего на грань трубы
- Органов управления станком: рукоятей вращения подающего и прижимающего механизма.
Схема работы загибочного станка выглядит следующим образом. Трубу размещают между двумя подающими вальцами. Вращением струбцины к загибаемой грани трубы подводят деформирующий валок, который вдавливается в поверхность с нужным усилием. Включив подающий механизм станка, осуществляют перемещение трубы сквозь зону деформации.
В итоге, профиль, перемещающийся между подающими вальцами, входит в контакт с деформирующим валком и отклоняется от изначально прямолинейной формы. Причем от способа реализации подающего механизма зависит и производительность, и тип загибочных станков, которые разделяются на ручные и электрифицированные.
Простейший трубогиб для профильной трубы (ручной)
Ручной трубогиб работает от ручного усилия оператора. То есть, подающий механизм такого станка вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
Кроме того, ручной трубогиб можно изготовить самостоятельно! Для этого нужно наварить на широкую двутавровую балку (будущая станина) П-образное основание для струбцины. В качестве струбцины можно использовать обычную шпильку с наваренным на один конец валком.
Для передачи деформирующего усилия можно использовать вваренную в верхнюю часть П-образного основания струбцины гайку, в которую заранее вкручивают шпильку. Далее, по обеим сторонам от П-образного корпуса струбцины, на двутавровую балку наваривают стаканы для подшипников, в которые поместят оси вальцов-барабанов.
На ось первого, подающего валка с одного края наваривают рукоять, а с другого – ведущую звездочку зубчатой передачи. На оси второго подающего валка закрепляют ведомую звездочку зубчатой передачи.
И после натяжения цепи ручной трубогиб будет готов к работе.
Ручные трубогибы используют в бытовых целях. Они помогут в создании заготовок для небольшой металлоконструкции любого типа.
Электрифицированные механизмы
Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
С конструкционной сточки зрения, электрифицированный станок отличается от ручного только наличием дополнительного механизма, транслирующего момент вращения с вала электродвигателя на оси подающих вальцов.
Кроме того, электрический привод может быть установлен и на деформирующий механизм – струбцину. В итоге, используя контролируемое усилие в механизмах подачи и деформации, можно добиться загиба трубы по более сложному профилю. Трубогибы с приводом на электромоторах можно использовать в мелкосерийном и серийном производстве заготовок для металлоконструкций.
Гидравлический трубогиб
Кроме механического и электрифицированного трубогиба современные станкостроители выпускают еще и загибочные станки с гидравлическим приводом. От вышеописанных вариантов этот тип станков отличается наличием гидравлического привода, передающего свое усилие на деформирующие вальцы. Проще говоря, в данном устройстве резьбовую струбцину заменяют гидравлическим прессом, расположенным в нижней части станины.
https://youtube.com/watch?v=b4NSJo-FZNY
На практике такая конструкция дает возможность изогнуть трубу практически под любым углом. Ведь гидравлический пресс создает намного большее усилие в зоне изгиба, чем резьбовая струбцина. И такой вариант, без сомнения, пригодится в серьезном, промышленном производстве металлоконструкций любой формы.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, на котором равномерно сгибают профильную трубу таким образом, чтобы она не сплющилась ни в каком месте изгиба. Просвет сечения сохраняет свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).
Механизмы с электроприводом относятся, как правило, к профессиональному оборудованию и способны за короткое время изогнуть много метров профиля. Но для нечастых работ в домашней мастерской приобретать их не рационально.
Заводские модели трубогибов
Гидравлические трубогибы отличаются большой мощностью и очень хороши тем, что не требуют применения физических усилий при работе. А если учесть их низкую стоимость, то понятно, почему они широко используются строительными бригадами. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Вся разница в том, для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, вполне возможно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется гораздо дешевле – ведь почти все нужные материалы найдутся в любом гараже. К тому же свой собственный трубогиб можно собрать специально для планируемых задач, например, под определенный радиус дуги.
Самодельные конструкции
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).
Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Эксплуатация и обслуживание станка

редко возникают неисправности
Наибольшую угрозу для него представляют осадки. В первую очередь следует защитить от контакта с влагой прокатные ролики, поскольку это чревато образованием ржавчины. Для решения этой задачи можно использовать брезентовое укрытие.
Если изначально рассматривался вариант с созданием переносного трубогиба, то в качестве места хранения для него следует использовать сухое помещение. Закончив работу по гибке профильных труб, станок необходимо привести в порядок, удалить с его рабочих узлов пыль, грязь и песок. Чтобы стационарные станки для гибки профильных труб, оснащенные электрическим приводом, могли на протяжении длительного времени демонстрировать высокую производительность и эффективность в работе, им необходимо обеспечить регулярное обслуживание и профилактику.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Какие материалы и инструменты нужны для изготовления трубогиба
Так, для создания станка, необходимо обзавестись:
- уголками;
- цепью;
- натяжителем цепи;
- заготовками для изготовления ролика и валов;
- швеллерами;
- подшипниками;
- корпусами подшипников;
- приводными звездочками;
- гидравлическим домкратом;
- ручкой приводного вала;
- пружинами (если будет использоваться домкрат);
- болтами и гайками.

Существует множество вариантов изготовления станков для гибки профильных труб. Некоторые из деталей, приведенных в перечне выше, могут не понадобиться. Все зависит от выбранного способа создания инструмента. Кроме материалов, понадобится также инструментарий. Для того чтобы создать станок мастеру понадобится:
- дрель (электрическая);
- аппарат для сварки;
- молоток;
- шлифовальная машина (угловая);
- сверла (для металла);
- рожковые и торцевые ключи.
Наиболее трудной задачей является изготовление нажимного ролика и приводных валов. Для их создания понадобится специальный токарный станок. Далеко не у каждого мастера есть такое оборудование. Однако можно найти токаря, который за умеренную плату сделают всю необходимую работу.
Заключение
Станок для гибки профильных труб представляется эффективным устройством, с помощью которого можно быстро и без особых усилий придавать любым металлическим заготовкам требуемую форму. Причем для выполнения этой задачи необязательно приобретать готовый трубогиб. Обладая необходимыми навыками, подобный станок каждый владелец может изготовить своими руками. Имея под рукой чертежи каждого составного элемента, можно изготовить станок для гибки труб, который будет демонстрировать высокую производительность.
При этом нужно помнить о том, что трубогибочный станок требует особого внимания. Обслуживание является одним из важных мероприятий, правильное проведение которого обеспечит длительный срок службы станка. Для этого необходимо позаботиться о том, чтобы было сведено к минимуму взаимодействие трубогибочного оборудования с негативными факторами, которые могут уменьшить срок службы определенных рабочих узлов станка. Соблюдение подобных рекомендаций позволит трубогибочному станку на протяжении многих лет исправно выполнять свою функцию по деформации изделий из металла.








