Как заточить любое сверло по металлу правильно
Содержание:
- Особенности и преимущества использования конусных сверл
- Как выбрать ступенчатое сверло?
- 4
- Преимущества использования специальных приспособлений
- Какие ступенчатые свёрла по металлу лучше – выбор производителя
- Как продлить срок службы сверла
- Что это и для чего нужно?
- Заточка спиральных сверл
- Простейшие приспособления для затачивания сверл
- Область применения и конструктивные особенности
- Выбор ступенчатого сверла по металлу
- 6 Конструкция для подточки
- Полезные советы при сверлении
- Технология
Особенности и преимущества использования конусных сверл
Режущие кромки ступенчатого приспособления имеют высокий показатель прочности, за счет чего обеспечивается большой рабочий ресурс.
В отличие от обычных сверл по металлу, ступенчатый инструмент позволяет выполнить ряд работ, для которых в ином случае пришлось бы использовать перечень других инструментов.
Именно из-за подобной универсальности цена на ступенчатые сверла слишком высока.
Вторым преимуществом использования сверлильного изделия считается скорость сверления, при которой даже у тонкого листового металла не снижается качество кромки.
Помимо металла с применением конусных приспособлений, можно работать с гипсокартоном, деревом, пластиком и прочими материалами.
Его острый наконечник легко врезается в металлическое изделие с самой плотной структурой. При этом нет необходимости пользоваться центрирующим элементом, что упрощает рабочее действие.
Своеобразная конструкция конусных изделий позволяет исключить применение угловой шлифовальной машинки и надфиля, при необходимости отшлифовать готовое отверстие.
Поступательные каналы приспособления отличаются между собой размером и имеют плавный переход 35-450, что в свою очередь на 50% повышает эффективность сверлильных работ с тонким металлом.
Кроме того, их конструкция содействует усилению режущих свойств инструмента, заодно обеспечивает его плавный ход при обработке металла.
Такая насадка может использоваться как для автоматизированного, так и ручного устройства.
Особую прочность конусному изделию придает абразивное напыление.
Оно может быть выполнено из алмазной или титановой крошки, благодаря которым нет необходимости часто затачивать изделие при условии нормированных нагрузок.
Видео:
Цена на конусные сверла по металлу зависит от диаметра их рабочей части и типа напыления, на данный момент может составлять от 2 тыс. до 5 тыс. рублей.
Решить проблему «рваных» отверстий, которые могут иметь различную конфигурацию, проще всего с помощью ступенчатого сверла по металлу.
При правильно подобранном диаметре инструмента, можно облагородить любую неудачную попытку сделать отверстие.
Поэтому ступенчатое сверло можно назвать приспособлением «на все случаи жизни», его хорошо иметь специалистам различных мастерских, монтажникам и домашним умельцам.
В нашем видео можно посмотреть, как работать таким инструментом.
Как выбрать ступенчатое сверло?
Сделать правильный выбор выше рассмотренного инструмента не получится, если своевременно не ознакомиться с его основными техническими характеристиками.
Во-первых, не последнюю роль при выборе сыграет цвет изделия, и это не эстетическая прихоть.
Серо-стальной цвет расскажет о том, что сталь, из которой выполнен инструмент, не подвергалась надлежащей обработке. Исходя из этого, можно и засомневаться в его качестве.
Видео:
Инструмент из стали черного цвета – материал обрабатывался горячим паром, за счет которого происходит упрочнение стали.
Подобная технология обработки будет на руку мастеру.
Сталь золотистого цвета является признаком снятия внутреннего напряжения металла, работать таким инструментом будет в удовольствие.
Изделие для сверления металла с ярко-золотистым оттенком имеет износостойкий поверхностный слой, в качестве которого используется нитрид титана. Цена на такие сверла выше, но и эксплуатируются они намного дольше.
Технические характеристики стали и маркировка. Нет смысла рассматривать все существующие виды сталей, из которых могут изготавливаться ступенчатые сверла, так как их много.
Поэтому рекомендуется выбирать инструмент по металлу с маркировкой HSS – изделие предназначено для высокоскоростного сверления, при этом исключается деформирование металла при нагреве.
Диаметр рабочих порогов, начинающего и финального. С этими параметрами нужно определиться сразу, так как средняя цена на инструмент составляет примерно 2500 руб.
Производитель и стоимость ступенчатых приспособлений.
Видео:
Особого внимания можно не уделять первому факту, так как покупать инструмент лучше из определенной стали, которая должна соответствовать стандартам ГОСТ.
Тем мастерам, которые привыкли покупать дорогие и проверенные вещи, можно порекомендовать изделия бренда TOP CRAFT.
Возможность заточить. По мнению специалистов, инструмент без возможности заточки может дольше прослужить, если не вмешиваться, а если необходимость заточки существует, сверло также будет служить долго.
В данном случае выбор можно сделать, не руководствуясь ничьими советами.
4
В процессе выполнения работы следует стараться сохранить изначальную форму заднего основания сверла. Данный нехитрый прием может сильно помочь выдержать допустимый угол заточки. Ручная заточка сверл коническим методом подойдет для изделий диаметром меньше 10 мм. Если имеется изделие большего диаметра, то надо будет подточить основание каждого пера.

Ручная заточка сверл коническим методом
В процессе подточки уменьшится передний и задний угол приспособления, при этом угловая часть кромки для резки увеличится. Это дает возможность продлить срок службы изделия и уменьшить ширину поперечной кромки.
Подобный нехитрый метод позволяет придать перу приспособления повышенную прочность, в итоге оно будет реже сминаться и разламываться. В условиях производства после заточки сверла в большом количестве случаев выполняют доводку. Это дает возможность исключить маленькие зазубрины, которые остались после подточки. Элемент получится более гладким. Подобное основание будет меньше изнашиваться, чем после обыкновенной подточки.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
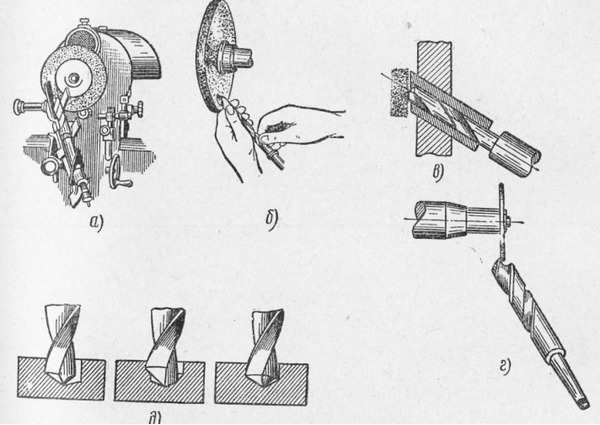
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Какие ступенчатые свёрла по металлу лучше – выбор производителя
Немаловажным критерием при покупке ступенчатой насадки является производитель, поскольку только изделия от проверенных компаний будут обладать требуемыми характеристиками.
На рынке представлены насадки как отечественного производства, так и импортного. К числу лучших российских образцов следует отнести ступенчатые свёрла «Зубр», «Интерскол» и «Туламаш». Все эти компании предлагают высококачественные изделия, выпускаемые как поштучно, так и наборами, с последующей гарантией.
Из импортных производителей можно отметить компании Bosch, Haisser, Ruko Precision Tools.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Что это и для чего нужно?
Ступенчатое сверло отличается по своей конфигурации от других разновидностей свёрл. Оно одновременно имеет и ступенчатую, и коническую форму. Благодаря такой конструкции на теле сверла имеется перепад диаметров – свой на каждой из ступеней. Именно этот вид свёрл применяется для высверливания отверстий с различными диаметрами. Всё будет зависеть от того, какая ступень используется для высверливания. Любое ступенчатое сверло изготавливается и эксплуатируется в соответствии с ГОСТ 28320-89, являющемся межгосударственным. Если говорить о преимуществах перед остальными типами свёрл, то в первую очередь конусное сверло «ступеньками» используется для высверливания идеально ровных отверстий в тонких листах (если речь идёт о металле).
Обычное сверло не позволяет добиться такого эффекта, так как в тонкий лист оно вкручивается наподобие самореза. Соответственно, и в отверстии наблюдаются зазубрины, и само оно имеет неидеальный диаметр. Это не проблема, если вам не нужно высверлить ровное отверстие без зазубрин и засечек. Если же нужен идеально ровный круг, то без ступенчатого сверла обойтись не получится. Помимо всего перечисленного, после работы таким сверлом не требуется дополнительная обработка краёв отверстия при помощи надфиля или наждачной бумаги.
Незаменимы конические свёрла и при необходимости высверливания отверстий с большим диаметром – от 2 см. Поскольку нижние «ступеньки» таких свёрл могут иметь диаметр больше 3 см, именно они способствуют формированию правильных и ровных отверстий с большим диаметром
Важно и то, что такой тип сверла прекрасно «монтируется» с обычной бытовой электрической дрелью. Конические свёрла «ступеньками» прослужат очень долго, так как для их изготовления используются только высокопрочные сплавы
Тело сверла покрывает нитрид титана, благодаря чему полностью исключается возможность стачивания изделия. Минус этого типа свёрл непосредственно связан с материалами для их изготовления – цена на них стабильно высока. Для сравнения – обычные свёрла могут стоить в пределах 50 рублей, тогда как за одно ступенчатое придётся заплатить тысячу рублей, и это минимум! Если же вы приобретаете изделия известного производителя, то стоимость может составить 2000 рублей и более.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Простейшие приспособления для затачивания сверл
Многие мастера при заточке сверлильного инструмента по металлу используют универсальное приспособление, чертёж которого приводится ниже. Он состоит из таких основных частей:
- вала;
- сверлильного патрона;
- транспортира;
- роликовых направляющих (салазки).
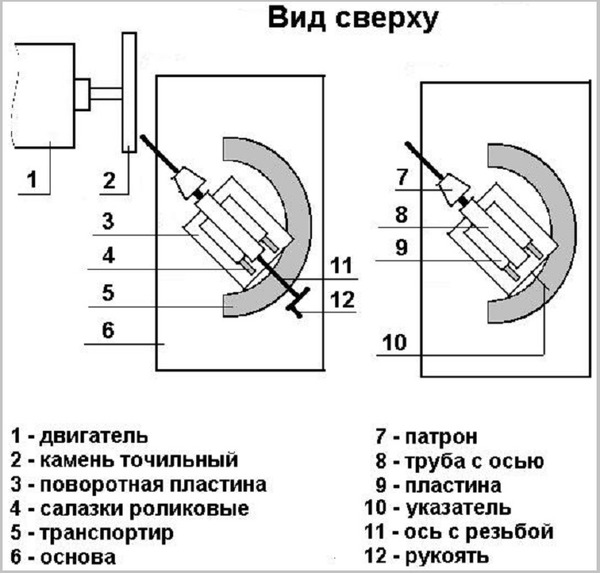
Основную подложку изготавливают из прочного материала и делают достаточно широкой. На подложку приклеивают транспортир. В качестве оси для поворотной оси служит болт, вставленный в высверленное отверстие. На основную подложку устанавливают пластину, размещённую на роликовых салазках. Также на подложку прикрепляют трубу c патроном на оси. В качестве механизма для подачи используют ось c резьбой, чтобы передвигать пластину взад/вперед.
Указатель-ограничитель, изготовленный из транспортира, размещают в нижней части описанной поворотной пластины. Это устройство выполняет функцию фиксированного поворота приспособления на требуемый угол, а также его фиксации.
Область применения и конструктивные особенности
Конусные (или ступенчатые) сверла отличаются длительным рабочим ресурсом, что обеспечивается высокой прочностью их режущих кромок. В отличие от обычного сверла, конусное позволяет выполнять технологические операции, для осуществления которых в любой другой ситуации потребовалось бы использование нескольких инструментов. Именно универсальностью во многом и объясняется высокая стоимость сверл данной категории.
Устройство ступенчатого сверла
Конусными сверлами можно делать отверстия не только в металле, но и в гипсокартоне, дереве, пластике и др. Успешно справляются они и с плотным металлом, чего нельзя сказать о сверлильном инструменте любого другого типа.
Острый наконечник ступенчатого сверла позволяет не только исключить необходимость применения центровочного инструмента, но и легко врезаться в структуру даже самого плотного металла. Отверстие, полученное при этом, не нуждается в дополнительной обработке с использованием надфиля и шлифовальной машинки.
Большинство ступенчатых сверл способны просверливать металл толщиной до 4 мм
Поступательные каналы ступенчатого сверла, расположенные по спирали, выполнены в разных размерах с плавным переходом. Эта конструктивная особенность повышает эффективность конусного сверла при работе с тонколистовым металлом как минимум на 50%. Кроме того, при сверлении металлических деталей инструментом с такими спиральными поступательными канавками обеспечивается плавность его хода.
На рабочую поверхность ступенчатых сверл может быть нанесено абразивное напыление, основу которого составляет алмазная или титановая крошка (это не противоречит требованиям ГОСТа). Такое покрытие режущей поверхности значительно повышает степень ее прочности, что позволяет свести к минимуму периодичность ее заточки. Естественно, на такое преимущество использования конусного сверла с напылением можно рассчитывать в том случае, если соблюдаются правила его эксплуатации и не превышается допустимая нагрузка на него.
Эти сверла сделаны из высококачественной быстрорежущей стали с титановым покрытием
Одной из задач, которую решают с помощью конусного сверла, является исправление дефектов отверстий, полученных инструментом другого типа. К таким дефектам, в частности, относятся рваные края. Сверла ступенчатого типа практически незаменимы в тех случаях, когда необходимо получить качественные отверстия в тонколистовом металле, изделиях из стеклотекстолита и других полимерных материалов.
Учитывая все вышесказанное, можно сделать вывод о том, что конусные сверла являются еще более универсальными, чем традиционный инструмент спирального типа. Именно поэтому они не будут лишними на производственном участке и в домашней мастерской. О том, насколько удобным и эффективным является конусный инструмент, стоимость которого зависит как от диаметра рабочей части, так и от типа напыления, можно судить по видео обработки с его использованием и по отзывам специалистов.
Выбор ступенчатого сверла по металлу
еще может называться конусным, первый вариант названия инструмент получил за счет своего внешнего вида.
Каждая его ступень, образующаяся за счет плавного спирального перехода, имеет свой диаметр, что позволяет в процессе сверления определять, какой размер на данный момент имеет отверстие.
При этом начинающие мастера имеют плохое представление, зачем нужны ступенчатые сверла, если существует великое множество различных приспособлений, позволяющих выполнить любое отверстие в металле.

Многим может показаться, что покупка ступенчатого сверла – напрасная трата денег, тем более что цена на данную категорию инструментов достаточно высока.
Чтобы развеять неполезные сомнения, рассмотрим, какими достоинствами обладает конусное изделие и в каких случаях оно может применяться.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Произвести заточку сверла по металлу не очень сложно, однако мастер должен выполнять все действия сосредоточенно, иметь терпение и упорство. Если у мастера есть эти качества, то заточка сверл может быть выполнена без проблем. В противном случае рекомендуется производить действия под наблюдением высококвалифицированного специалиста.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
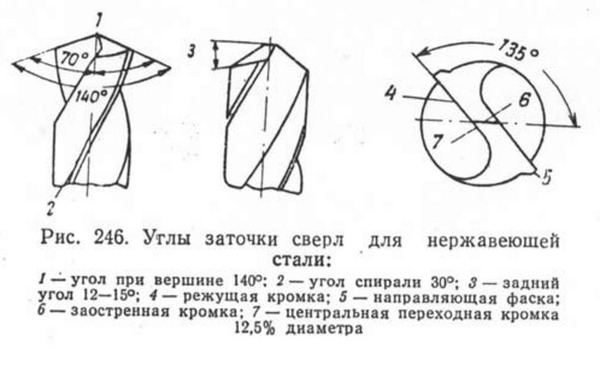
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.








