Электроды для сварки инвертором
Содержание:
- Лучшие сварочные электроды с рутиловым покрытием
- Проблемы в процессе сварки: как их избежать
- Лучшие электроды с основным покрытием
- Какие электроды лучше для инвертора
- Лучшие сварочные электроды с кислым покрытием
- Что входит в состав электрода
- Классификация сварочных электродов
- Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- Марки электродов
Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
4.9
В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
высокий расход.
ESAB OK 46.30
4.8
Для сварки ответственных деталей, труб и стали толщиной до 3 см профессиональные сварщики используют шведские электроды ESAB OK 46.30. На первый взгляд высокая цена должна стать препятствием для покупки, но удобство в работе и отменное качество шва добавляет популярности материалу. Наплавлять металл можно в разных плоскостях, даже двигаясь вертикально сверху вниз. При правильном выставлении режимов тока шов получается гладким, без выпуклостей и дефектов.
При расчете себестоимости важно опираться не только на цену рутиловых электродов, но и на расход. Шведские изделия демонстрируют экономичность в этом плане, при наплавке 1 кг металла расходуется до 1,3 кг материала
Поэтому и пользователи в отзывах в основном хвалят электроды, единственным минусом считают быстрое отсыревание.
- наплавка в разных плоскостях;
- идеально ровный и гладкий шов;
- экономичный расход.
быстро впитывают влагу.
Lincoln Electric Omnia 46
4.7
Богатый опыт в разработке сварочных электродов имеет американская компания Lincoln Electric. Поэтому продукция этого производителя занимает лидирующие позиции в рейтингах. Модель Omnia 46 имеет рутилово-целлюлозную обмазку, благодаря которой появляется целый ряд преимуществ. Электроды легко разгораются даже на аппаратах, в которых нет опции облегчения розжига. Это позволяет начинающим сварщикам контролировать горение дуги. Во время работы не образуется большого количества искр, что благоприятно отражается и на удобстве, и на безопасности. Радует сварщиков и неприхотливость электродов, при соединении ржавых или грязных заготовок шлак легко отделяется.
Эксперты отмечают высокую прочность образованного шва и доступность материала. Только прокаливать электроды необходимо перед работой из-за отсыревания.
- прочный шов;
- легкий розжиг дуги;
- небольшое искрообразование.
склонность к отсыреванию.
«Ресанта» МР-3С
4.6
Доступной ценой покоряет российских потребителей латвийская компания «Ресанта». Электроды с рутиловым покрытием МР-3С пользуются популярностью у отечественных сварщиков не только из-за низкой цены. Расходный материал демонстрирует высокие эксплуатационные свойства, не уступающие лидерам рейтинга. Например, сопротивление шва разрыву достигает 450 МПа при соблюдении технологии сварки. Достоинством материала будет отсутствие пор и легкое отделение шлака. Однако есть у прибалтийской продукции и слабые стороны, которые не позволили ей попасть в призовую тройку.
В первую очередь шов имеет относительное удлинение всего 18%. Существенно хуже работают электроды при увлажнении. Прокаливать изделие приходится в течение 1 ч при температуре 150-170°С.
- низкая цена;
- легкий розжиг;
- работа на переменном и постоянном токе.
- малое относительное удлинение;
- ухудшение качества шва при увлажнении электрода.
ELITECH МР-3С
4.5
Отечественные потребители положительно высказываются о доступности электродов и надежности шва. Из минусов следует отнести привередливость к условиям хранения. Высокая влажность и низкая температура приводят к порче рутилового покрытия.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть.
Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается
Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
Лучшие электроды с основным покрытием
Kobelco LB-52U
|
9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
ОЗЛ-8 (ЛЭЗ)
|
9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |
УОНИ 13/55
|
8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |
Какие электроды лучше для инвертора
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.
Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены
Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Лучшие сварочные электроды с кислым покрытием
В составе подобных стержней присутствуют оксиды железа, кремния, марганца. Они применяются для сварки неответственных конструкций или низколегированных сталей как постоянным, так и переменным током.
Получаемые швы не склонны к образованию пор, однако могут быть подвержены возникновению горячих трещин.
Tigarbo АНО-24
4.8
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Отличаются легкостью поджигания дуги и стабильным горением. Перед работой требуется провести процедуру прокаливания при температуре до 180 °С в течение часа. Это позволит добиться максимальной эффективности применения стержней для сварки углеродистых сталей всех степеней раскисления.
Диаметр электрода составляет 4 мм, допустимое значение сварочного тока — 200 А. Этого достаточно для обработки металла толщиной до 8 миллиметров.
Максимальное содержание влаги в покрытии стержней перед работой не должно превышать 0,7%, поэтому они требуют особых условий хранения и транспортировки.
Достоинства:
- малое разбрызгивание;
- качественный шов;
- стабильность горения дуги;
- экономичный расход.
Недостатки:
боятся сырости.
Tigarbo АНО-24 используются для сварки деталей из углеродистой стали малой и средней толщины. Отличное решение для нерегулярных домашних работ.
Fubag 38821
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Электрод выполнен из угля и может использоваться не только для сварки, но и для поверхностной резки или удаления излишков металла с поверхности. Стержень отличается большим диаметром (10 мм), позволяющим успешно работать с различными металлами.
Длина новых электродов составляет 30 сантиметров, они не плавятся при использовании и предназначены для работы на постоянном токе.
Выгорание массы вещества происходит крайне медленно, к тому же элементы не прилипают к поверхности во время сварки.
Достоинства:
- широкий спектр применения;
- экономичность;
- большой диаметр;
- низкая цена.
Недостатки:
неустойчивость дуги.
Fubag 38821 используются для обработки цветных металлов, стали, тяжелых и легких сплавов. Они будут полезны в автосервисе, СТО или в мастерской, занимающейся металлообработкой.
Elitech МР-3С
4.7
★★★★★
оценка редакции
84%
покупателей рекомендуют этот товар
Смотрите обзор
С этими электродами можно вести сварку во всех пространственных положениях с использованием как постоянного, так и переменного тока. Легкость начального и повторного зажигания дуги обеспечивает удобство работы с прерывистыми швами.
Диаметр стержня составляет 3 мм, длина — 35 сантиметров. Максимальное допустимое значение сварочного тока 140 А позволяет применять его в повседневных домашних работах или при обработке тонколистового металла.
Достоинства:
- удобство работы;
- легкость повторного зажигания;
- стабильное горение дуги;
- экономичный расход.
Недостатки:
трудное отделение шлака.
Электроды Elitech МР-3С отлично подходят для бытового использования. Они будут эффективны при прокладке трубопровода или мелком ремонте автомобиля.
Что входит в состав электрода
Электроды для инвертора состоят из металлического сердечника, а также необычного покрытия (обмазка). В процессе работы инвертором сердечник будет плавиться, а обмазка защитит шов от окисления. Покрытие наносят методом прессовки, и позволит дуге гореть более устойчиво. В зависимости от типа сварки и целей, которые вы ставите, выделяют 4 вида покрытия.
- Основное (универсальное);
- Целлюлозное (сварка при постоянном токе);
- Рутиловое (характеризуется низким разбрызгиванием металла и будет подходить для обоих видов тока);
- Кислое (токсичное, для хорошо проветриваемых помещений).
 Маркировка обмазки
Маркировка обмазки
Выбранные изделия с основным покрытием следует применять тогда, когда вы хотите увидеть швы на конструкции с отличной ударной выдержкой и идеальной пластичностью. Кроме того, при работе с основным покрытием вы можете рассчитывать на отсутствие кристаллизации швов и эксплуатацию конструкции в экстремальных климатических условиях. Главный недостаток – формирование пор в шве, на окраинах конструкций, которые соединяются, если при сварке на них будет находиться ржавчина или влага.
Рутиловое покрытие идеально подойдёт для соединения низкоуглеродистой стали. Такое покрытие обеспечит легкую шлакоотделяемость, отличный визуальный эффект швов, хорошее сваривание поверхностей с загрязнениями и ржавчиной.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
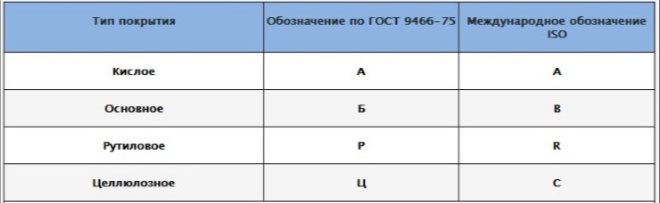
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.








