Гост 25229-82. основные нормы взаимозаменяемости. резьба метрическая коническая
Содержание:
- Технические регламенты
- Профили и параметры резьбы
- Виды метрических резьб
- Особенности дюймовой конической резьбы
- Как нарезать правильно
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
- Применение дюймовой резьбы
- Технология нарезки резьбового конусного соединения
- Конструктивные особенности
- Схема и технические характеристики
- Основные параметры и профиль npt-соединения
- ОСНОВНЫЕ РАЗМЕРЫ
- Виды и классификация: дюймовая Fanuc и другие
- Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Профили и параметры резьбы
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов. Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
- Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса. Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Виды метрических резьб
Метрические резьбы классифицируют по следующим параметрам.
-
Место расположения витков. Внутренние метрические резьбы находятся в отверстиях деталей и изделий. Для нарезания используют метчики. Наружные метрические резьбы на стержнях получают с применением плашек.
-
Направление витков. По этому признаку метрические резьбы делят на правые и левые.
-
Размер шага. Наибольшее распространение получили соединения с крупным (стандартным) шагом. Увеличение количества витков приводит к повышению надежности. Однако формирование метрических резьб с мелким шагом возможно на заготовках и изделиях из высокопрочных материалов.
Изображение №5: метрическая резьба с крупным и мелким шагом
- Количество заходов. Метрические резьбы бывают одно- и многозаходными. Увеличение числа заходов при необходимости повышает надежность соединений и решает иные производственные задачи.
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Схема и технические характеристики
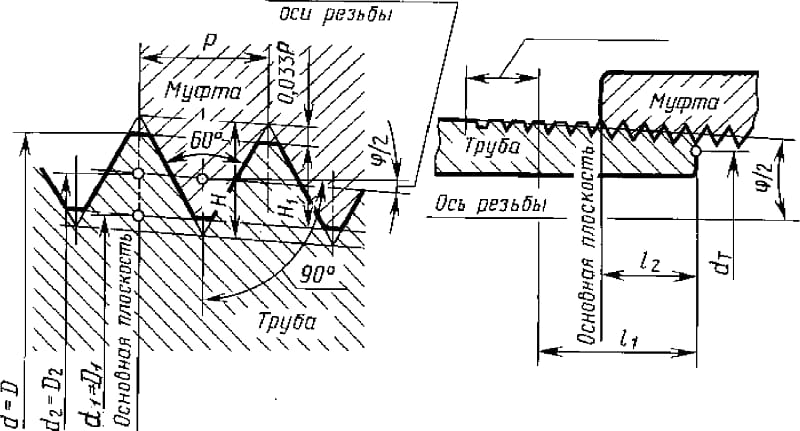
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является , который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных .
Основные параметры и профиль npt-соединения
Конусное соединение нарезают на штуцерах следующим образом: на одном элементе выполняют наружный конус, на втором — внутренний с постоянным углом наклона конуса 3°34’49”, или 1:16.
Основные параметры резьбы npt обозначаются:
- Диаметры — внешний — d (наружная), D — внутренняя резьба, внутренний — d1, D1, промежуточный (средний) — d2, D2;
- Шаг профиля — р;
- Конус, угол в град. — f;
- Исходный треугольник, высота — Н;
- Профиль, рабочая высота — Н1;
- Радиус закругления впадины и вершины — R;
- Срез впадины и вершины — С.
Российский стандарт вводит обозначения для внутренней (Rc) или наружной (R) резьбы, левого исполнения (LH), правое по умолчанию не обозначают, цилиндрическую внутреннюю нарезку совместно с наружной конусообразной (Rp).
Стандарт США предписывает соблюдение параметров:
- резьбы — наружная (MNPT) или внутренняя (FNPT);
- номинальный D;
- кол. витков;
- группа исполнения профиля;
- класс точности — снаружи (A) и внутри (B).
Резьба npt размером 1/16…24 указывает на рабочий диаметр трубного изделия, на котором нарезают выполняют соединение, а не наружный диаметра штуцера. Каждый диаметр трубы требует своего шага резьбы
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт.2 и в табл.2.
— рабочая длина резьбы; — длина наружной резьбы от торца до основной плоскости
Черт.2
Таблица 2
Размеры в миллиметрах
|
Обозначение размера резьбы |
Шаг |
Диаметры резьбы в основной плоскости |
Длина резьбы |
|||
|
0,907 |
7,723 |
7,142 |
6,561 |
6,5 |
4,0 |
|
|
9,728 |
9,147 |
8,566 |
||||
|
1,337 |
13,157 |
12,301 |
11,445 |
9,7 |
6,0 |
|
|
16,662 |
15,806 |
14,950 |
10,1 |
6,4 |
||
|
1,814 |
20,955 |
19,793 |
18,631 |
13,2 |
8,2 |
|
|
26,441 |
25,279 |
24,117 |
14,5 |
9,5 |
||
|
1 |
2,309 |
33,249 |
31,770 |
30,291 |
16,8 |
10,4 |
|
1 |
41,910 |
40,431 |
38,952 |
19,1 |
12,7 |
|
|
1 |
47,803 |
46,324 |
44,845 |
|||
|
2 |
59,614 |
58,135 |
56,656 |
23,4 |
15,9 |
|
|
2 |
75,184 |
73,705 |
72,226 |
26,7 |
17,5 |
|
|
3 |
87,884 |
86,405 |
84,926 |
29,8 |
20,6 |
|
|
3 |
100,330 |
98,851 |
97,372 |
31,4 |
22,2 |
|
|
4 |
113,030 |
111,551 |
110,072 |
35,8 |
25,4 |
|
|
5 |
138,430 |
136,951 |
135,472 |
40,1 |
28,6 |
|
|
6 |
163,830 |
162,351 |
160,872 |
Допускается применять более короткие длины резьб.
2.2. Числовые значения диаметров и вычисляют по следующим формулам
, (1)
. (2)
Числовые значения диаметра установлены эмпирически.
2.3. Разность действительных размеров должна быть не менее разности номинальных размеров и , указанных в табл.2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (, где — в соответствии с табл.3)*. ________________ * Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Таблица 3
Размеры в миллиметрах
|
Обозначение размера резьбы |
Смещение основной плоскости резьбы |
Предельные отклонения диаметра внутренней цилиндрической резьбы |
|
|
; |
0,9 |
1,1 |
±0,071 |
|
; |
1,3 |
1,7 |
±0,104 |
|
; |
1,8 |
2,3 |
±0,142 |
|
1; 1; 1; 2 |
2,3 |
2,9 |
±0,180 |
|
2; 3; 3; 4; 5; 6 |
3,5 |
3,5 |
±0,217 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.2.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт.3 и в табл.2.
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Часто студентам задают задание по инженерной графике из книги Фролова/Бубенникова 1990 года редакции, в теме №7 необходимо выполнить вот такой чертеж — «Резьбовые изделия».
Вот полное задание Вычертить: 1) болт, гайку, шайбу по их действительным размерам, которые следует взять из соответствующих стандартов;
2) упрощенное изображение этих же деталей в сборе;
3) гнездо под резьбу, гнездо с резьбой, шпильку отдельно и шпильку в сборе с гайкой и шайбой по их действительным размерам, которые следует взять из соответствующих стандартов.
Пошаговое выполнение на примере 2-го варианта:








