Пайка полипропиленовых труб для водопровода и отопления своими руками
Содержание:
- Минусы материала
- Основные типы полипропиленовых труб
- Устройство, характеристики и свойства
- Устройство и принцип работы ручного паяльника для ППР
- Электромуфтовая сварка
- Ошибки при пайке полипропиленовых труб
- Какие бывают и какие лучше
- Основные этапы работы
- Разводка полипропиленовых труб
- Паяльник для полипропиленовых труб
- Общие технологические приемы сварки ПП-труб
- Как правильно паять полипропиленовые трубы
- Способы соединения полипропиленовых изделий
Минусы материала
Один из недостатков полипропиленовых коммуникаций повышенная пластичность, делающая его склонным к деформации. В горячем трубопроводе под давлением такие элементы изгибаются и могут “уходить” в сторону.
Решается вопрос просто – достаточно закрепить трубу в нескольких местах у стены. В тех же целях полипропиленовые трубы делают более жёсткими, утолщая стенки, армируя их алюминиевой фольгой или стекловолокном. Таким образом получаются зачистные и незачистные элементы, которые применяют даже в системах обогрева.
Армирование повышает её жёсткость, выносливость к температурным перепадам, высокому давлению в системе, препятствует попаданию кислородных пузырьков в водный напор. Это пагубно сказываются на металлических водонагревательных приборах, ускоряя коррозию.
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Устройство, характеристики и свойства
Паяльник для полипропиленовых труб или сварочный утюг – инструмент, состоящий из следующих элементов:
- Термоизолирующий корпус с рукоятью, на котором располагается регулятор температуры, а также индикаторы нагрева и готовности. Внутри находятся электрические компоненты, отвечающие за стабильную работу инструмента. Некоторые модели имеют собственный микропроцессор, обеспечивающий электронное поддержание заданной температуры и отвечающий за срабатывание оповещения о достижении заданных параметров нагрева.
- Литой металлический кожух, внутри которого находятся нагревательные ТЭНы. Это может быть плоская плита, либо же круглый нагреватель.
- Насадки (обычно разноразмерный комплект), крепятся к основе инструмента. Их еще называют нагревательными гильзами или соединительными чашками.
Спайку двух небольших элементов полипропиленового трубопровода производят с использованием специальной подставки, на которую устанавливают термоинструмент для удобства работы.
Подставка всегда входит в комплектацию всего набора, она бывает вильчатой, где основание изготовлено из металлического прута, изогнутого в форме U, либо же крестовидной.
Последний вариант нередко оснащается струбциной для крепления, например, к столу.
Типы насадок и их размеры
В зависимости от разновидности нагревателя используются соответствующие типы насадок:
- Стержневые (непарные) насадки – устанавливаются на паяльники с цилиндрическим нагревателем. Конструкция позволяет работать в стесненных местах, например, у стен, радиаторов.
- Парные насадки – для инструмента с нагревателем в виде вертикальной плоской плиты, в которой расположены технологические отверстия для их крепления. Фиксируются с обеих сторон инструмента, продаются комплектами по 2 штуки, собственно, по этой причине и называются парными.
Насадки зачастую входят в комплект паяльника, а в инструкции к инструменту указываются их необходимые параметры.
В профессиональной сфере специалисты работают с трубами любого диаметра, начиная от 10 мм, заканчивая 160 мм и выше.
Естественно, под каждый размер в продаже можно найти соответствующие насадки.
В быту же применяют паяльники для полипропиленовых труб диаметром до 63 мм включительно, что соответствует двухдюймовому металлическому трубопроводу.
Востребованными считаются следующие размеры насадок:
- №20 – под диаметр 0,5 дюйма.
- №25 – под 0,75 дюйма.
- №40 – под 1,25 дюйма.
Кабель и вилки
Подключение паяльника для полипропиленовых труб к электросети производится путем штепсельной вилки с заземлением.
Длина штатного кабеля составляет 1 – 2 м.
Если планируется использование аппарата в месте, удаленном от источника электроэнергии, требуется применять промышленный удлинитель с соответствующим сечением токопроводящих жил, а также наличием заземления.
Материал
Корпус и подставка инструмента изготавливаются преимущественно из стали, во избежание коррозийного воздействия окружающей среды их покрывают краской.
Нагревательный элемент состоит из пары ТЭН, изготовленных, зачастую, из нержавеющей стали марки 304, заключенных в алюминиевую рубашку.
Материалом для насадок выступает алюминий с тефлоновым покрытием, обладающим антиприлипающими и антипригарными свойствами, либо же металлизированный тефлон.
Рукоятка изготавливается из ударопрочного пластика с рифленой поверхностью для предотвращения выскальзывания устройства из рук в процессе работы.
Паяльник для полипропиленовых труб всегда укомплектован в металлический кейс.
Длина паяльника в среднем составляет 400 – 450 мм, ширина 100 – 150 мм, а высота 155 – 270 мм.
Весит инструмент 1 – 4 кг.
Мощность и температура нагрева
Мощность инструмента – одна из важнейших его характеристик, которая определяет эффективность прибора и время нагрева его насадок, а также возможность работать с трубами конкретного диаметра.
Показатели мощности паяльников для полипропиленовых труб бывают от 500 до 2000 Вт и выше, в зависимости от размеров труб, которые предстоит сваривать.
Температура нагрева паяльника без ручной регулировки режима работы составляет 270 – 300 градусов.
У моделей, оснащенных плавной регулировкой, диапазон нагрева может варьироваться в пределах 0 – 300 градусов.
Время нагрева, в зависимости от мощности и размера используемых насадок, составляет 5 – 20 минут.
Следует отметить, что некоторые модели поддерживают два режима нагрева, то есть оператор может включать инструмент на всю мощность или на ее часть, например, на 2 кВт или 1,3 кВт.
Аппараты мощностью до 1 кВт имеют один нагревательный ТЭН.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Электромуфтовая сварка

Электромуфтовая сварка Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.

Пробки на торцах Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок
Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Какие бывают и какие лучше
По строению полипропиленовые трубы бывают трех видов:
- Однослойные. Стенки полностью сделаны из полипропилена.
- Трехслойные:
- армированные стекловолокном — между двумя слоями полипропилена запаяны нити стекловолокна;
- армированные фольгой — конструкция похожа.
Теперь коротко о том, зачем армируют полипропиленовые трубы. Дело в том, что этот материал имеет большой коэффициент теплового расширения. Один метр однослойной трубы при нагреве на 100°C становится длиннее на 150 мм. Это очень много, хотя никто не будет нагревать их настолько, но и при меньших дельтах температур увеличение длинны не менее впечатляющее. Для нейтрализации этого явления ставят компенсационные петли, но такой подход спасает не всегда.
Виды компенсаторов для полипропиленовых труб
Производители нашли другое решение — они стали делать многослойные трубы. Между двумя слоями чистого пропилена они закладывают стекловолокно или алюминиевую фольгу. Эти материалы нужны не для укрепления или каких-либо других целей, а только для уменьшения теплового удлиннения. Если есть прослойка стекловолокна, температурное расширение в 4-5 раз меньше, а с прослойкой из фольги — в 2 раза. Компенсационные петли по прежнему нужны, но ставятся они реже.
Слева армированная стекловолокном труба, справа — обычная однослойная
Зачем делают армирование и стекловолокном, и фольгой? Дело в диапазоне рабочих температур. Те, что со стекловолокном могут выдержать нагрев до 90°C. Этого достаточно для ГВС, но не всегда недостаточно для отопления. У полипропиленовых труб, армированных фольгой, температурный диапазон шире — они выдерживают нагрев среды до +95°C. Этого уже достаточно для большинства систем отопления (кроме тех, в которых стоят твердотопливные котлы).
Какие ППР трубы подходит для каких систем
Исходя из всего сказанного выше ясно, какие полипропиленовые трубы лучше для отопления — армированные фольгой, если предполагается высокотемпературная эксплуатация системы (от 70°C и выше). Для низкотемпературных систем отопления можно использовать изделия, армированные стекловолокном.
Для холодного водоснабжения подходят любые ППР трубы, но самое рациональное решение — обычные однослойные. Стоят они совсем немного, а тепловое расширение в этом случае не такое уж и большое, одного небольшого компенсатора для водопровода в среднем частном доме достаточно, а в квартире, при небольшой протяженности системы, его не делают вообще, вернее делают «Г»-образный.
Пример водопровода из полипропилена
Для прокладки системы ГВС лучше всего брать трубы из полипропилена с армирующей прослойкой из стекловолокна. Их качества тут оптимальны, но можно использовать и с фольгированным слоем
Обратите внимание, наличие компенсаторов обязательно
Какие проще в монтаже
Решая, какие полипропиленовые трубы лучше, обратите внимание на такой параметр, как сложность монтажа. Все виды соединяются при помощи сварки, а для поворотов, разветвлений и т.п
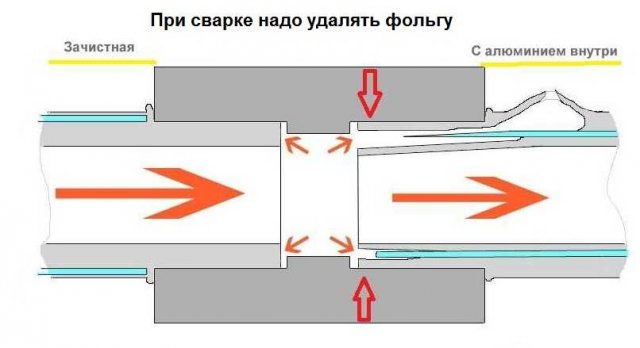
используют фитинги. Сам процесс сварки идентичен для всех типов, разница в том, что при наличии алюминиевой фольги требуется предварительная обработка — необходимо удалить фольгу на глубину пайки.
Так выглядит внешнее армирование полипропиленовой трубы фольгой
Вообще, армирование алюминием бывает двух видов — наружное и внутреннее. При наружном, слой фольги находится близко к наружному краю (1-2 мм), при внутреннем армирующий слой находится примерно посередине. Получается что он с двух сторон залит почти одинаковым слоем полипропилена. В этом случае подготовка к сварке состоит еще и в том, чтобы снять наружный слой пропилена на всю глубину сварки (и фольгу тоже). Только при этих условиях можно достигнуть требуемой прочности шва. Вся эта подготовка занимает достаточно много времени, но самое неприятное то, что при ошибке получаем очень ненадежное соединение. Самый опасные вариант, когда вода просачивается к фольге. В этом случае полипропилен рано или поздно разрушиться, соединение потечет.
Сваривать армированные фольгой трубы надо правильно
Исходя и этих данных, можно прийти к выводу, что если позволяют условия, лучше использовать однослойные или армированные стекловолокном полипропиленовые трубы. Приверженцы алюминиевого армирования говорят о том, что фольга дополнительно уменьшает количество воздуха, который проникает в систему через стенки. Но фольгу часто делают перфорированной и она далеко не обязательно идет сплошной полосой, охватывая весь диаметр трубы. Часто она имеет продольный разрыв. Ведь ее задача — уменьшить величину теплового расширения, а с этой задачей справляются даже полосы более стабильного материала.
https://youtube.com/watch?v=fKf2kG7gHvw
Основные этапы работы
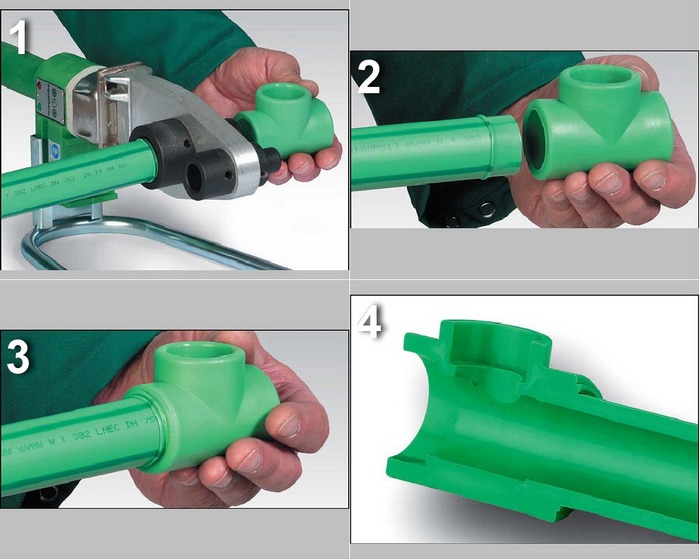
1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.

4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.

10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).

11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;


- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
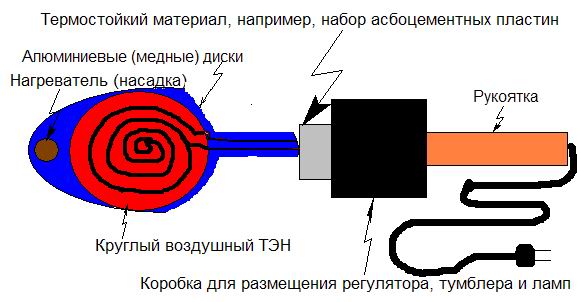
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.
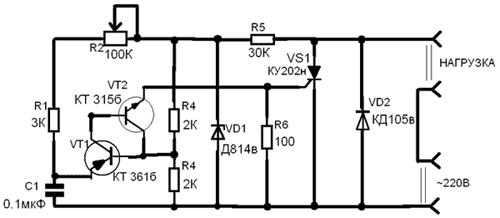
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
 Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофитинги и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самостоятельной сварки полипропиленовых труб при помощи электропаяльника.
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
Наружный диаметр, мм
Посадочная глубина, мм
Способы соединения полипропиленовых изделий
Одним из самых надежных способов соединений участков полимерного трубопровода считается их сваривание
Если рассматривать все существующие методы соединения труб, выполненных полипропиленом, выделяют три основных технологии:
- холодная сварка;
- соединение с помощью термоэлектрических фитингов;
- диффузная пайка.
Первый способ применяется не так часто. Актуален в случае, когда нужно соединить небольшое количество элементов трубопровода, причем, только холодного водоснабжения. Способ заключается в нанесении на стыкуемые полимерные поверхности специального размягчающего материал состава, после чего элементы соединяются и удерживаются определенный период в стабильном положении. Полученный стык не уступает по прочности «горячим» методам сваривания, при этом не требуется использования специального оборудования. Однако холодная сварка имеет недостатки, такие как:
- невозможность применения для ГВС и отопления;
- паять таким способом намного дольше;
- метод не пригоден для армированных полипропиленовых труб.
Спаять полипропиленовые (ПП) трубы можно с помощью специальных термоэлектрических фитингов. Соединительные элементы бывают различной конфигурации (так же, как и обычные фитинги), с той особенностью, что в их тело вмонтирована нагревательная спираль, соединенная с выведенными наружу контактами. Концы соединяемых отрезков трубопровода вставляются в фитинг с двух сторон. При подаче на клеммы электротока с определенными параметрами (источник – специальный сварочный аппарат), внутренняя поверхность соединительного элемента разогревается, расплавляя, в том числе, и соединяемые трубы, за счет чего происходит спайка поверхностей.
Таким способом спайки ПП-изделий пользуются профессионалы при прокладке крупных веток газопроводов и других коммуникаций, где особенно важна надежность соединения. Для прокладки бытовых трубных сетей различного предназначения термоэлектрические фитинги использовать не целесообразно, так как аппаратура и сами соединительные элементы дороги. Здесь вполне достаточно применения следующего метода, наиболее распространенного для пайки полипропиленовых труб.








