Для резки металла
Содержание:
- По типу химсостава существует несколько видов покрытия электродов:
- Маркировка
- Классификация стальных покрытых электродов для ручной дуговой сварки
- Назначение электрода
- Классификация сварочных электродов
- Состав, описание и характеристики электродов
- Маркировка сварочных электродов и их расшифровка
- Популярные производители
- Состав и назначение
- Как наносится покрытие
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN
– A
). - Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN
– R
). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN
– RC
, RB
, RA
и RR
соответственно). - Электроды с основными покрытиями (обозначаются буквой «Б», DIN
– B
) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций. - Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx
) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
U хх |
|
|
Прямая |
Обратная |
||
|
Нет |
Да |
н/и |
|
|
Да |
Да |
50 V |
|
|
Да |
Нет |
50 V |
|
|
Нет |
Да |
50V |
|
|
Да |
Да |
70V |
|
|
Да |
Нет |
70V |
|
|
Нет |
Да |
70V |
|
|
Да |
Да |
90V |
|
|
Да |
Нет |
90V |
|
|
Нет |
Да |
90 V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
— — —
Е — —
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
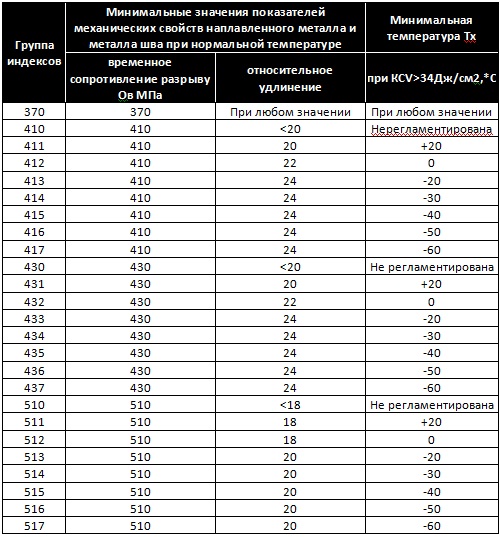
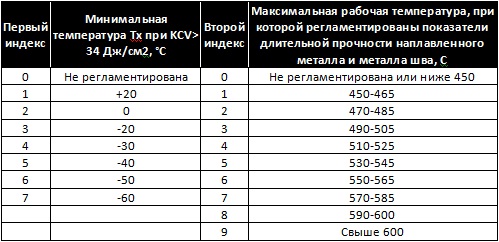
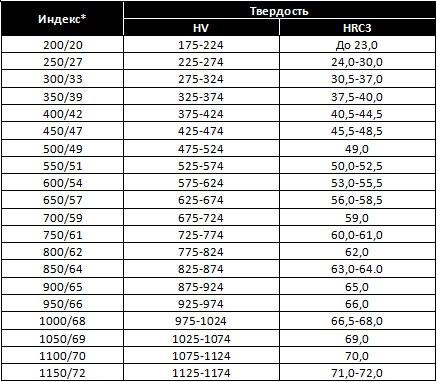
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Маркировка
Требования для стержней определяют ГОСТ 9466—75, ГОСТ 9467—75 и ГОСТ 10052—75.
Так как в наше время благополучно существуют многие марки электродов, то сложно дать точную характеристику всех их видов, ведь со временем (с ростом повсеместной востребованности выполнения сварки в любых отраслях и сферах) увеличивается количество марок сварочных электродов. Производители стараются привнести что-то новое в свои разработки, но суть по-прежнему заключается в том, чтобы сделать процесс электросварки максимально удобным. Полная информация о свойствах конкретного электрода указывается производителем в маркировке. Ее расшифровка лучше всех поможет сварщику понять, подойдёт данный электрод для создания крепкого шва или нет.
- Э – изделие для электродуговой сварки, электрод.
- Следующая за «Э» цифра – показатель сопротивления разрыву.
- Прописанные следом буквы обозначают назначение изделия. Например, А – улучшенный вид пластичности, Н – наплавление на поверхности, У – подходит для углеродистых и низколегированных конструкционных сталей, Т – для теплоустойчивых легированных сталей.
- На четвертой позиции находится информация о толщине покрытия.
- Особые индексы, описывающие металл.
- Обмазка обозначается следующими буквами: А, Б, Р, Ц, П. Ими характеризуется тип покрытия, соответственно: кислое, основное, рутиловое или же целлюлозное. «П» – это прочие покрытия.
- Здесь есть такая важная информация, как положение сварочного шва в пространстве: 1 – во всех положениях, 2 – во всех, за исключением направления сверху вниз вертикально, 3 – нижнее, горизонтальное вертикально и снизу вверх вертикально. Четверка в маркировке значит возможность сварки в нижнем и нижнем «в лодочку» положении шва.
- 0 – обратная полярность при постоянном напряжении, 1, 4, 7 – любая полярность (соответственно, здесь и далее для переменного напряжения 50–55 В, 70–80 В, 90–95 В), 2, 5, 8 – прямая полярность, 3, 6, 9 – это обратная полярность.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Состав, описание и характеристики электродов
По действующим российским стандартам рутиловые электроды относятся к типам Э-42 и Э-46. Изделие представляет собой стержень, выполненный из сварочной проволоки марки Св-08 или Св-08А определенного диаметра и длины, на поверхность которого нанесено специальное покрытие необходимой толщины. В его состав входят элементы, количество которых указано в таблице:
| Наименование элемента | Содержание в % |
| Оксид титана | 45÷48 |
| Полевой шпат | 20÷25 |
| Ферромарганец | 15 |
| Магнезит | 10÷15 |
| Декстрин | 2÷3 |
| Жидкое стекло | 10÷15 |
Использование оксида титана в покрытии позволяет получать шов без трещин и пор. Покрытие надежно защищает от воздействия вредных элементов, находящихся в воздухе. Дуга без проблем зажигается первоначально даже без прикосновения к металлу и при повторном зажигании. Это свойство позволяет выполнять короткие швы и прихватки. Колебания длины дуги не отражаются на качестве получаемого шва. В процессе сваривания не происходит разбрызгивания материала, т. к. перенос металла в изделие осуществляется мелкими каплями. Шов имеет плавный переход к основному металлу. Это уменьшает концентрацию напряжений. Покрытие выделяет нетоксичные материалы, что положительно сказывается на здоровье сварщика. Шлаковая корка отделяется легко. Электродами с рутиловым покрытием можно выполнять соединение частей конструкций и деталей во влажных условиях, где температура транспортируемой среды не превышает 300 градусов, а также кромок, загрязненных органическими соединениями и прокрытых ржавчиной. Это позволяет ремонтировать резервуары и трубы водоснабжения и канализации без особой подготовки. Колебания длины дуги не отражаются на качестве шва.

Средние показатели технических характеристик приведены в таблице:
| Наименование | Единица измерения | Показатель |
| Производительность | г/мин | 12÷16 |
| Коэффициент наплавки | г/А·ч | 11÷15 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,4÷1,7 |
Размеры расходных материалов:
| Размеры выпускаемых отечественными производителями электродов в мм | |
| Диаметр | Длина |
| 2,0; 2,5; 3,2; 4,0; 5,0; 6,0 | 300; 350; 450 |
Свойства электродов отражаются на получении технических характеристик металла шва, указанных в таблице:
| Наименование | Единица измерения | Значение |
| Предельная прочность | МПа | 410÷450 |
| Ударная прочность | Дж/см2 | 80÷147 |
| Относительное удлинение | % | 20÷22 |
Маркировка сварочных электродов и их расшифровка
Чтобы разбираться в таком вопросе, как марка электродов, необходимо знать хотя бы несколько их значений. В каждой упаковке есть около 10-ти основных цветов с характеристиками согласно ГОСТу 9466-75. Маркировка электродов определяется по типам покрытых деталей для сварки.
Расшифровка электродов происходит по параметрам. В первую очередь необходимо смотреть на материал: высокопрочная сталь, большое количество углерода в материале, повышенный либо пониженный процент лигатура.
Кроме этого расшифровать электроды можно при помощи специально разработанной таблицы, где указывается, что электрод имеет символ «Э». После этого обозначения следуют цифры, указывающие на самое большое число допустимого напряжения при растягивании шва.
После цифр должно стоять индексирующее значение А. Оно, в свою очередь, показывает и обозначает максимальную устойчивость шва к перегрузкам, которые создаются в условиях пластичности либо ударности. К примеру, Э 52, Э 48, Э 70 и др.
Также стоит обратить внимание на термостойкий и высоколегированный материал с особо толстым покрытием, он также обозначается буквой «Э», однако ещё добавляется после цифры ещё информация, показывающая, что входит в состав материала. Маркировка сварочных электродов обозначается также и марками
Это специальное значение, которое зависит непосредственно от изготовителя детали
Маркировка сварочных электродов обозначается также и марками. Это специальное значение, которое зависит непосредственно от изготовителя детали.
Обозначения сварочных электродов.
При выборе необходимого элемента для сварочных работ стоит обращать внимание на диаметр детали, то есть толщину внутренних стенок детали. Его параметрами зачастую являются 1,5-12 миллиметров, однако в домашних условиях используются не больше 5 миллиметров
Следующим важным значением является его назначение. Существуют детали с углеродистой сталью, небольшим количеством примеси и прочностью на 60 кг/м2. Такие детали обозначаются символом «У». Те, которые имеют легированную конструкционную сталь и прочность больше 60 кг/м2 , обозначаются буквой «Л».
Детали, имеющие низкий коэффициент теплопроводимости, маркируются символом «Т». Буквой «В» обозначаются материалы с большим количеством примеси и индивидуальными особенностями, при которых процесс сварки проходит легче и быстрее.
Символ «Н» имеют назначение для наплавочных слоев, также с индивидуальными свойствами.
Обозначения толщины поверхности подразумевает взаимоотношение поверхности и внутреннего стрежня. При значении меньше 1, конструкция обозначается буквой «М», и считается тонко покрытой. Значением среднего слоя является 1-1,5 и обозначается с использованием символа «С».
Более толстые имеют значение 1,5-2 с маркировкой «Д». Самый толстый слой характеризуется соотношением больше 2-х и маркируется под символом «Г». Кроме этого в маркировке выделяют и полярность электродов.
К основным свойствам шва относят значения собственно детали, благодаря которому он был сварен, прочности, какой процент примеси находится в составе, рабочая температура шва и большое количество дополнительных показателей.
Более подробные обозначения и полный перечень особенностей можно отыскать в специализированных таблицах с предоставленной расшифровкой.
Кроме этого, выделяют смешанный вид, обозначающийся с помощью нескольких символов, в зависимости от содержания вещества.
Одной из последних маркировок является пространственной положение:
- любое направление;
- любое кроме вертикального с направлением к низу;
- нижнее с вертикальным;
- только нижнее.
Последнее обозначается от 1 до 4 в зависимости от направления.
Популярные производители
Российские и зарубежные производители выпускают хорошие рутиловые сварочные электроды. В числе российских марок наиболее хорошо продемонстрировали себя:
- МР-3 или 3С.
- ОЗС-4, 6 или 12.
- АНО-21.
- ЗРС-1 и 2.
Также качественные рутиловые стержни выпускают в Швеции, Турции, США, Китае и т. д.
Несмотря на все преимущества рутиловых электродов, сварка — это процесс, требующий навыков. Поэтому перед тем, как их использовать, убедитесь, что точно знаете, как это делается и каких правил предстоит придерживаться, чтобы сварка была не только правильной, но и безопасной. Если навыки достаточно хороши, такие стержни, безусловно, станут хорошим приобретением, которые значительно упростят работу со сваркой при правильном применении, а также хранении.
Состав и назначение
Рутиловые электроды, как и все остальные, состоят из стержня-сердцевины и покрытия. Стержень у всех состоит из металла, а вот покрытие – разное. В нашем случае это – рутил, именно покрытие придает материалам вязкость, определенные свойства, которые влияют на качество и внешний вид шва. Рутиловое покрытие электродов это равномерное нанесение на металлическую основу порошкообразного вещества, состоящего из элементов:
- оксид титана,
- закись железа,
- декстрин,
- полевой шпат,
- щелочные компоненты,
- алюмосиликаты,
- магнезит,
- карбонаты,
- ферромарганец.
Такой состав рутилового покрытия способствует сварке разных материалов и образует после работ шов из низкоуглеродистого сплава, который отличается:
- сверхнадежностью,
- тонкостью,
- применением к широкому спектру видов материалов, в том числе низкоуглеродистых и малолегированных металлов,
- безопасностью.
Важно! Рутиловые электроды при сварке не выделяют опасные смеси и газы, как некоторые другие электроды, что важно для самого сварщика – он может работать без респиратора
Как наносится покрытие
Как уже было сказано выше, толщина покрытия непосредственно зависит от диаметра самого стержня. Для нанесения такого покрытия могут использоваться различные технологии. Нанесение обмазки выполняется при их изготовлении с помощью специального оборудования. Такое оборудование работает в полностью автоматическом режиме, что позволяет повысить качество нанесения покрытия на электроды. Твердые элементы в составе обмазки могут размалываться, и наноситься дополнительно на вязкую основу обмазки. Для обеспечения единой фракции таких твердых компонентов их просеивают через специальные фильтры, и лишь после этого выполняется их нанесение на поверхность наплавочного материала. В отдельных случаях при нанесении обмазки готовый состав предварительно обжигают, что позволяет удалить серу, которая может ухудшить качество сварного соединения. На последнем этапе нанесения покрытия станок окунает стержни в приготовленную смесь, и на выходе мы получаем равномерный слой обмазки.








