Какое соединение полипропиленовых труб надёжнее
Содержание:
Соединения резьбой
Для такого соединения нужны фитинги с резьбой, причем самому нарезать резьбу на полипропиленовой трубе нельзя. Как соединить полипропиленовые трубы герметично и на века?
С помощью обычной тефлоновой ленты, а также уплотнителя – они сделают стык прочным и надежным.

Компрессионные фитинги
Трубы полипропиленовые: как соединить с помощью фитингов в системе? Монтаж системы универсальной производят как сваркой, так и механически, срезав предварительно верхний слой, а также алюминиевый слой в муфтах.
Фитинги, необходимые для соединения резьбой
- Муфты паечные.
- Угольники 45°; 90° для стыковки труб любых диаметров.
- Тройной угольник, тройник для спайки одного диаметра труб.
- Заглушки.
- Крестовины.
- Вварное седло для разветвления трубопровода.
- Муфты комбинированные с внутренней, наружной резьбой, с накидными гайками.
- Переходник с наружным видом резьбы DG.
- Угольники 90° с накидной гайкой, внутренней, наружной резьбой, накидной гайкой.
- Тройники комбинированные, оснащенные накидными гайками и внутренней — наружной резьбой.
- Угольники комбинированные, крепящие смесители и другие приборы.
- Водорозетка проходная.
- Краны шаровые паечные, прямые и угловые (с американкой).
- Другие фитинги из полипропилена только с заводской резьбой.
Фитинги для универсальной системы
Монтаж труб из разных материалов
Как соединить металлическую трубу с полипропиленовой с помощью переходных особых фитингов: с одной стороны с муфтой впайки в полипропиленовую трубу, а с другой стороны с трубной резьбой.
Используется также соединение разборное – американка с муфтой со вставкой из металла и накидной гайкой, а также штуцером из полипропилена с накидной гайкой.
Резьбовые соединения пластик — металл
Для переходных соединений металл – пластик используют детали с латунной никелированной вставкой, которую закручивают затяжными ключами.
Но на санитарной технике переходы с пластиковой резьбой не используются.
Соединение труб осуществляем обжимными фитингами, пресс-фитингами или самофиксирующимися пуш — фитингами по новейшей бельгийской разработке.
- Для обжимных фитингов нужно только 2 гаечных ключа. Пресс-фитинги герметичнее и надежнее, но для монтажа необходим специальный пресс-инструмент.
-
Для пуш — фитингов нужны только резак и калибратор, а материал PVDF экологичный и не подвержен коррозии, при этом три ЕPDM-кольца – самые надежные уплотнители.
Поэтому вопрос: «Полипропиленовые трубы — как соединять?», всегда решается в пользу пуш–фитингов.
Пресс фитинг, соединяющий металлическую и пластиковую трубы
Неразъемные соединения
Не всегда можно использовать разъемные соединения. Иногда по причине, связанной с условиями эксплуатации трубопровода или из-за транспортируемой среды, предъявляются повышенные требования к герметичности соединений. Наибольшей надежностью характеризуются способы соединения сваркой — встык или по раструбной методике.
Для проведения работ используется специальный прибор, при помощи которого производится разогревание деталей до начала процесса плавления. Для выполнения стыковки без использования муфт (встык) используется не только прибор для сваривания пластика, но и центратор.
Благодаря ему, труба соединяется со второй деталью точно по центру. При выполнении сборки трубопровода в квартире или в доме чаще используется раструбное соединение. В этом случае, используются специальные соединительные муфты.
Принцип
Для полипропиленовых труб операция сваривания включает в себя следующие этапы:
- разогревают прибор;
- одновременно надевают на штуцера аппарата обе детали, которые предполагается соединить;
- снимают детали и соединяют, вставив трубу в муфту с небольшим нажимом;
- дают расплавленной массе застыть (на это требуется несколько секунд).
Что потребуется?
Для выполнения сварки потребуется приобрести специальный прибор – компактный сварочный аппарат для пластиковых труб со специальными насадками, соответствующими диаметру свариваемых деталей. Кроме того, потребуется подготовить:
- ножницы по пластику;
- измерительный инструмент (рулетку).
Прибор для сварки пластика работает на электропитании, мощность аппарата может быть разной. Оборудование имеет терморегулятор, благодаря чему, постоянно сохраняется оптимальная степень нагрева.
В комплект поставки, как правило, входит несколько насадок разного диаметра, благодаря которым, можно проводить сварки деталей разного размера. Насадки имеют тефлоновое наружное покрытие, поэтому расплавленный пластик к ним не пристает.
Для выполнения стыковки двух деталей из полипропилена необходимо использовать одновременно две насадки-штуцера:
- штуцер с отверстием используется для разогрева наружной стороны детали меньшего диаметра (чаще всего, трубы);
- штуцер с выступающим буртиком применяется для разогрева внутренней стороны муфты.
Устанавливаются насадки-штуцеры на аппарат путем использования входящих в комплект поставки болтов. Периодически нужно проверять их и подтягивать при помощи отвертки или шестигранника (в зависимости от модели аппарата).
Как проводить резку?
Для обрезки пластиковых труб по размеру рекомендуется использовать специальный инструмент – ножницы-трубороезы. Если трубы большого диаметра, то резку проводят с использованием ножовки. После того, как резка будет произведена, нужно убедиться, что срез проведен точно под углом 90 градусов и на нем нет заусениц. Если дефекты обнаружены, то их нужно устранить.
Далее вставляют трубу в муфту и карандашом или маркером отмечают глубину вхождения. Затем нужно обезжирить насадки на сварочном аппарате, протерев их спиртом. Не будет лишним протереть спиртом торцы свариваемых деталей.
Процесс сварки
Завершив подготовку, можно приступать к процессу сварки. Последовательность действий:
- включают прибор, дают ему разогреться до нужной температуры;
- на насадку надевают сначала муфту (у фитингов стенки толще, чем у труб), затем саму трубу;
- дают деталям нагреться, в процессе нагревания нельзя трогать и смещать детали, иначе они деформируются;
- время нагрева зависит от мощности аппарата, в инструкции должна быть приведена таблица, в которой указывается время выдержки деталей на аппарате;
- разогретые детали одновременно снимают с насадок и быстро стыкуют, аккуратно вводя трубу внутрь муфты. Глубину введения контролируют по метке, нанесенной ранее;
- не нужно сильно нажимать, иначе расплавленный валик может образовать валик и внутри, а это будет мешать циркуляции жидкости в трубопроводе;
- удерживают детали в заданном положении около 30-50 секунд (зависит от диаметра трубы), за это время пластик остынет и образуется плотное гомогеное соединение.
Итак, собрать полипропиленовые трубопроводы можно и самостоятельно. Чтобы создать наиболее надежное соединение, потребуется приобрести специальный сварочный аппарат для пластика. В некоторых случаях возможно соединение полипропиленовой трубы без пайки. Такое соединение производится с использованием резьбовых фитингов. В этом случае, соединение получится разъёмным, его можно будет при необходимости разобрать.
Стыковка труб из полипропилена
Если для устройства инженерных сетей вы применяете трубы полипропиленовые — как соединить трубопровод зависит от его диаметра. Полипропиленовые трубы PN20 и армированные алюминиевой фольгой PN25 диаметром до 63 мм соединяют раструбной или муфтовой сваркой. Для соединения прямых участков используют муфты соединительные для полипропиленовых труб, а для создания резьбовых и других стыковочных узлов – соответствующие фитинги, имеющие раструб.
- для передачи холодной воды в системах с высоким давлением,
- в системах отопления с низким давлением,
- в «тёплых» полах.
Для сварки полипропиленовых труб, диаметр которых более 63 мм, в основном, применяют стыковую сварку, которая не требует использования дополнительных деталей.Но если имеются фитинги нужного диаметра,можно применятьмуфтовую сварку. Технология соединения полипропиленовых труб большого диаметра в качестве разборного соединения рекомендует фланцевый стык.
Как соединить полипропиленые изделия раструбной сваркой
В качестве инструмента для создания неразъёмного соединения ПП труб применяют сварочные аппараты, оснащённые специальными насадками, покрытыми тефлоном – антипригарным материалом. Стандартные насадки имеют диаметр от 16 до 40 мм. В процессе сварочных работ необходимо очищать насадки брезентовой ветошью или деревянным скребком после каждой выполненной операции.
Аппарат для сварки необходимо установить на ровной поверхности и закрепить на нём насадки требуемого диаметра. Для соединения полипропиленовых труб температура процесса составляет примерно 2600С.
Время нагрева, позволяющее решить проблему, как соединить полипропиленовые трубы герметично, зависит от температуры окружающего воздуха и составляет 10-15 минут. При температуре ниже нуля на месте производства работ сварку полипропиленовых труб проводить запрещено. Общее правило, касающееся вопроса, как соединяются полипропиленовые трубы, – не разогретый фитинг должен иметь несколько меньший внутренний диаметр, чем наружный диаметр трубы.
Первая сварка проводится примерно через пять минут после нагрева паяльника. Полипропиленовые трубы — как соединять их с помощьюраструбной сварки давайте разбираться вместе.
Специальными ножницами или труборезом отрезают изделие под прямым углом. Раструб фитинга и конец трубы очищают от грязи, обезжиривают спиртом или мыльной водой, просушивают. Сварочный аппарат должен находиться во включенном состоянии на протяжении всего сварочного процесса. Нагрев проводится одновременно для трубы и фитинга.
Недогрев может стать причиной того, что соединяемые элементы не достигнут требуемой температуры вязкой пластичности. Это приведёт к образованию ненадёжного соединения. Если детали будут перегреты, то возникнет возможность утраты их формы. При появлении чрезмерной липкости материала трубу будет затруднительно соединить с фитингом. При приложении усилия образуется соединение с зауженным внутренним диаметром.
Время нагрева определяется специальными таблицами, по его окончании детали соосно соединяют друг с другом быстрым движением. После сварки нужно выдержать время охлаждения соединённых элементов, особенно тонкостенных. Любые деформации в этот период недопустимы. Неудачное соединение можно исправить, только вырезав фитинг.
Соединение полипропиленовых труб, армированных алюминиевой фольгой
Соединение полипропилена с алюминиевой прослойкой имеет некоторые особенности. Для работы с ним потребуется специальный инструмент – шейвер, которым с трубы снимают верхние слои из полипропилена и алюминия. Величина раструба фитинга рассчитана так, что в него может войти труба, у которой удалены верхние слои.
Однако, если вы используете изделия, соединительные детали и инструмент, произведенные одной фирмой, то, скорее всего, вычисления не потребуются. Шейвер снимет верхние слои точно на глубину сварки, а размеры насадок не позволят вставить трубу на глубину, превышающую требуемую.
Как правильно установить
Теперь о том, как навешивать радиатор. Очень желательно чтобы стена за радиатором была ровной — так работать проще. На стене размечают середину проема, чертят горизонталь на 10-12 см ниже линии подоконника. Это линия, по которой ровняют верхний край отопительного прибора. Кронштейны надо устанавливать так, чтобы верхняя грань совпадала с начерченной линией, то есть было горизонтальным. Такое расположение подходит для систем отопления с принудительной циркуляцией (при наличии насоса) или для квартир. Для систем с естественной циркуляцией делают небольшой уклон — 1-1,5% — по ходу теплоносителя. Больше делать нельзя — будут застои.

Правильная установка радиаторов отопления
Крепление к стене
Это надо учитывать при монтаже крюков или кронштейнов для радиаторов отопления. Крюки устанавливаются по типу дюбелей — в стене сверлится отверстие подходящего диаметра, в него устанавливается пластиковый дюбель, а крюк в него вкручивается. Расстояние от стены до отопительного прибора регулируется легко — вкручивая и выкручивая корпус крюка.

Крюки для чугунных батарей отличаются большей толщиной. Это — крепеж для алюминиевых и биметаллических
При установке крюков под радиаторы отопления учтите, что основная нагрузка приходится на верхний крепеж. Нижний служит только для фиксации в заданном положении относительно стены и его устанавливают на 1-1,5 см ниже чем нижний коллектор. В противном случае вы просто не сможете радиатор навесить.

Один из видов кронштейнов
При установке кронштейнов их прикладывают к стене в том месте, где будут монтировать. Для этого сначала приложите батарею к месту установки, посмотрите куда «встанет» кронштейн, отметьте место на стене. Положив батарею, можно кронштейн приложить к стене и разметить расположение крепежа на нем. В этих местах сверлят отверстия, вставляют дюбеля, прикручивают кронштейн на винты. Установив все крепежные элементы на них навешивают отопительный прибор.
Крепление к полу
Не все стены могут удержать даже легкие алюминиевые батареи. Если стены сделаны из легкого бетона или обшиты гипсокартоном, требуется напольная установка. Некоторые виды чугунных и стальных радиаторов идут сразу на ножках, но они не всех устраивают по внешнему виду или характеристикам.

Ножки для установки алюминиевых и биметаллических радиаторов на пол
Возможна напольная установка батарей отопления из алюминия и биметаллических. Для них есть специальные кронштейны. Их крепят к полу, потом устанавливают отопительный прибор, дугой закрепляют нижний коллектор на установленных ножках. Подобные ножки есть с регулируемой высотой, есть с фиксированной. Способ крепления к полу стандартный — на гвозди или дюбеля в зависимости от материала.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Что еще учитывать при выборе фитингов
Подбираются соединительные трубопроводные детали с учетом вида спроектированной инженерной системы
Во время покупки фитингов необходимо принимать во внимание следующие нюансы:
- Для водопровода ПП элементы имеют белый или серый цвет.
- Монтажные работы выполняются с помощью специальных труборезов и паяльников именно для ПП труб.
- Для коммуникаций из полипропилена необходимо приобретать соединительные детали из такого же материала. Их нельзя заменить фитингами из ПВХ.
Рекомендуется покупать полипропиленовые трубы и фитинги известных производителей. Кроме того, продукция брендов отличается аккуратным внешним видом, большим ассортиментом, наличием всех типоразмеров.
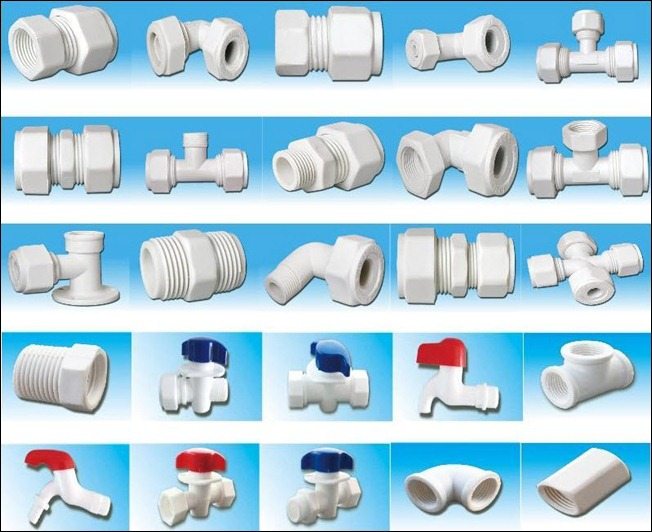
Фитинги для пп труб
Нужно также обращать внимание на показатель SDR, характеризующий проходимость изделий. Детали с высоким значением этой характеристики обладают хорошей проходимостью и относительно тонкими стенками
Трубопроводные изделия с небольшим SDR имеют низкую проходимость, но отличаются повышенной прочностью и плотностью.
Процесс монтажа металлопластиковых труб
- Инструменты для установки металлопластиковых труб
- Соединение металлопластиковых труб
- Советы при работе по сварке металлопластиковых труб
Металлопластиковые трубы имеют столько выгодных достоинств, что сейчас мало кому приходит в голову использовать для отопления или водопровода их стальные аналоги. Они не подвержены коррозии, в том числе и электрохимической, и это свойство значительно увеличивает их срок эксплуатации. Способность не поддаваться ржавчине приводит к отсутствию необходимости производить окраску наружной поверхности трубы, а отсутствие отложений во внутренней части обеспечивает высокую проходимость.
Схема металлопластиковой трубы.
Долговечность металлопластиковых конструкций в сочетании с очень демократичной ценой делают их приобретение идеальным вариантом для замены водопроводной, отопительной и канализационной систем. Кроме высоких функциональных характеристик, изделия из металлопластика обладают еще одним выгодным преимуществом: сварка металлопластиковых труб не отличается особой сложностью и под силу любому, кто имеет хотя бы небольшие навыки работы с инструментами.
Инструменты для установки металлопластиковых труб
Пайка металлопластиковых соединений производится при помощи специальных аппаратов, в которых используется определенная технология нагрева.
Устройство системы отопления из металлопластиковых труб дело нелегкое, однако зная все нюансы с этим можно справится без привлечения дорогостоящих специалистов.
Температура при монтаже в этих приспособлениях достигает значений выше, чем в 180°С. В просторечии они называются паяльниками и бывают 2-х видов. Профессиональные паяльники предназначены для сварки труб большого диаметра, если он превышает 50 см. Для бытовых целей применяют домашние сварочные аппараты, более экономные за счет небольшой мощности. Они предназначены для соединения небольших диаметров — от 16 до 63 мм. Несмотря на высокую прочность, пластик имеет низкую температуру плавления. Разогретый паяльником, он при соединении спаивается на молекулярном уровне, образуя сплошную поверхность, не имеющую шва. Потому и срок службы металлопластиковых конструкций доходит до 50 лет и больше, такая сварка делает место контакта 2-х труб монолитным, не допускающим протечек. Процесс монтажа металлопластиковых труб в домашних условиях несложен и доступен, если совершить небольшие усилия и применить некоторое терпение при работе.
Сварочный аппарат в комплекте обязательно должен иметь разъемы нескольких диаметров для нагрева труб. Перед его использованием следует внимательно изучить инструкцию, чтобы определить, какая температура нагрева требуется для имеющихся в наличии материалов
При работе с паяльником необходимо соблюдать большую осторожность, не забывая о высокой температуре, которой сопровождается пайка. Кроме сварочного аппарата для пайки металлопластиковых труб понадобятся фитинги, то есть такие комплектующие, как муфты, тройники и уголки
Дополнительно нужно подготовить паклю, наждачную бумагу, острый нож, рулетку и герметик. Резать трубу лучше всего специальной пилкой, но пригодится и ножовка с очень мелкими зубцами.
Соединение металлопластиковых труб
Процесс начинается с подготовки металлопластиковых труб к работе. Они нарезаются на части нужной длины, их края обрабатываются ножом и наждачной бумагой для удаления неровностей. Если поверхность трубы даже немного влажная, требуется вытереть ее насухо, иначе пайка не будет качественной. Когда сварочный аппарат нагреется до необходимой температуры, в него вставляются концы труб. После того как они расплавятся, их стыкуют, фиксируя в определенном положении. Нажим при этом должен быть достаточно легким. После того как конструкция полностью остынет, нужно осмотреть место стыка. На нем должен образоваться шов правильной выпуклой формы, который показывает, что пайка выполнена правильно. Для придания трубе более эстетичного вида его можно сравнять с поверхностью наждачной бумагой.
Советы при работе по сварке металлопластиковых труб
Перед началом работы следует прекратить доступ воды в систему. При работе со сварочным аппаратом соблюдать технику безопасности. Контролировать температуру нагрева: слишком высокие или низкие показатели не позволят создать качественное соединение. Регулярно осматривать спаянные трубы с внешней и внутренней стороны (на просвет). При перегреве на внутренней поверхности могут образовываться спайки, которые буду препятствовать проходу воды.
Подбор фитингов по диаметру
При выборе соединительных элементов, сначала создается схема инженерной системы. Она позволит выяснить вид фитингов для полипропиленовых труб. Размер каждой детали подбирается с учетом диаметров соединяемых труб на конкретном участке.
При выборе фитингов нужно обращать внимание на маркировку. Она позволяет узнать наружный диаметр с учетом толстых стенок элементов, влияющих на проходимость
У ПП деталей она меньше, чем у изделий из металлопластика.
Системы из полимерных материалов имеют более гладкую внутреннюю поверхность по сравнению с сетями из стали. Благодаря этой особенности в ПП трубопроводах не скапливаются отложения.
Поэтому коммуникации из пластика способны переместить больше жидкости. Например, чем стальные системы идентичного диаметра за такое же время.
Внутриквартирный водопровод обычно монтируется из ПП труб диаметром 20 мм. В коттеджах системы могут иметь больший размер сечения, зависящий от количества водоразборных точек. Поэтому чаще всего при устройстве водопровода используют фитинги диаметром 20-40 мм.
Использование стыковой сварки

Перед тем как соединить полипропиленовые трубы между собой, следует задуматься, какой метод лучше всего использовать. Возможно, подойдет стыковая сварка, которая позволит соединить между собой трубы для наружной канализации. Такой подход актуален, если толщина стенки трубы превышает 4 мм.
На первом этапе места сварки следует отторцевать до параллельности. После нужно осуществить нагрев и обеспечить точность центрирующим приспособлением. Проведение сварки должно сопровождаться проветриванием помещения, ведь полипропилен выделяет углекислый газ и пары воды, а также коптит.
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
-
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
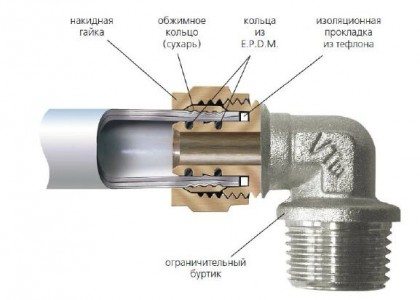
Резьбовое соединение
Схемы отопления, водоснабжения на бытовом уровне собираются с помощью ручного сварочного аппарата. Для подсоединения к отопительному или сантехническому прибору, при стыковке с металлом используется переходная муфта. Одна её сторона предполагает латунную резьбу, а другая паяется с полипропиленовым патрубком. Удобство монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигается за счёт разборных деталей. К ним относятся такие фитинги:
- Разъёмное соединение американка. Производители полипропиленовой продукции предлагают два варианта изделий. В первом случае разборное соединение заканчивается с обеих сторон патрубками с трубным диаметром, а во втором – втулками для впаивания трубы. Металлические поверхности стыкуются в фитинге через паронитовую или резиновую прокладку.
- Разъёмная муфта американка. Монтажный элемент содержит, с одной стороны, резьбовую часть (внутреннюю или наружную), а с другой – патрубок или втулка под сварку. Американка для полипропиленовых труб изготавливается в двух вариациях: прямая деталь или угловая американка.
- Фитинг с накидной гайкой. Различают два вида: гайка стыкуется с наружной резьбой через прокладку или с помощью конуса (применяют при обвязке коллекторов).
Соединение американка, как правило, сопровождает монтаж кранов. Этим сочетанием запорной арматуры и разъёмного фитинга достигается автономность и ремонтопригодность отдельных участков трубопровода. Протечки смонтированных сетей возникают преимущественно на паковке резьбовых соединений, поэтому их число стремятся уменьшить. С этой целью производителями налажен выпуск полипропиленовой арматуры. Популярностью пользуются такие детали:
- полипропиленовые шаровые краны;
- фильтры грубой очистки;
- обратные клапаны;
- проходные вентили для наружного и скрытого монтажа;
- радиаторные вентили с американкой: прямые и угловые.
ПОСМОТРЕТЬ ВИДЕО
Каким образом соединять полипропиленовые трубы в том или ином случае, решение принимается в зависимости от назначения монтируемой системы, диаметров стыкуемых изделий, а также наличия средств и возможностей. Лучше, если соединять полипропиленовые трубопроводы будут специалисты. Они гарантируют устойчивую работу собранных систем за счёт надёжности выполняемой сварки.








