Тонкости выполнения работ при помощи полуавтоматического сварочного аппарата
Содержание:
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
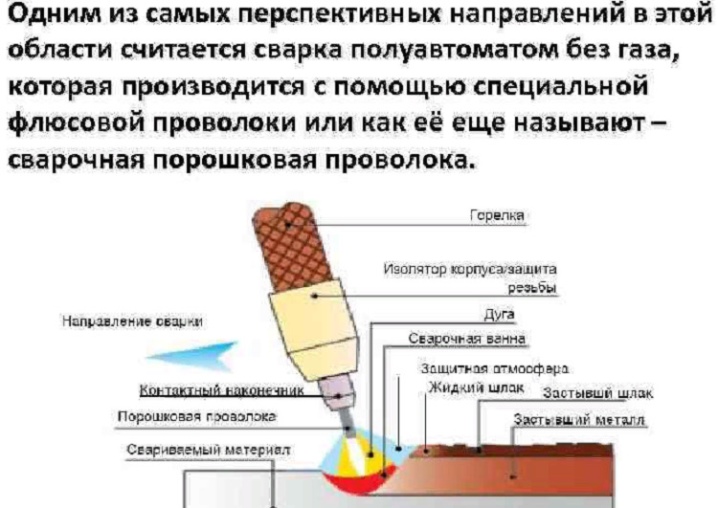
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Оборудование и материалы
Инверторный сварочный аппарат полуавтоматического типа можно применять для дома в бытовых условиях. Это устройство работает при подключении к электросети 220В. Работать с инвертором можно путем применения порошковой или самозащитной проволоки. Принцип работы у таких сварочных расходников различается. Проволока самозащитного типа может выполнять шов при отсутствии защиты электродуги, тогда как проволока с флюсом применима только в среде защитных газов
Перед выполнением работ важно правильно выбрать нужный тип проволоки. Следует знать, что при сварке полуавтоматом обычной проволокой пользоваться нельзя, потому что без облака защитного газа расплавленный металл будет контактировать с кислородом, в результате чего получится неровный шов с пустотами внутри


У полуавтоматического аппарата принцип работы заключается в том, что электроэнергия, поступающая в аппарат от источника питания, генерируется в образование электродуги, при этом образуется большое количество тепловой энергии. Во время поступления в область сварки проволоки с флюсом тепловая энергия расплавляет этот мобильный электрод, таким образом образуется сварочная ванна, в которой и формируется соединительный шов. Подача проволоки через аппарат к месту сварки происходит равномерно, автоматическим путем. Скорость подачи может быть отрегулирована, а перемещать горелку в процессе работ придется своими руками.
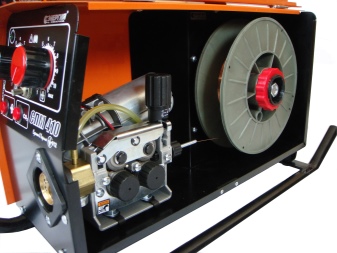
Полуавтоматический аппарат состоит из таких важных узлов, как:
- кабель для подключения к источнику тока;
- система регулировки параметров работы аппарата;
- блок для механического передвижения сварочной проволоки;
- узел крепления для бобины с проволокой;
- шланг-трубопровод по которому перемещается проволока с флюсом;
- сварочный пистолет-горелка.
Сварочный полуавтомат может быть инверторный или трансформаторный.
Полуавтоматы инверторного типа имеют меньшие размеры и вес, но их стоимость высока. Кроме того, инвертор имеет дополнительные опции при работе – плавный розжиг электродуги, плавная регулировка электротока, антиналипание проволоки. Трансформаторные типы аппаратов применяют стационарно, без возможности их перемещения от источника питания.
Для работы со сварочным полуавтоматом необходимо применение порошкообразного флюса. Он состоит из веществ, препятствующих образованию окислительных процессов и поглощению металлом кислорода. Кроме того, в состав флюса входят различные присадки и компоненты, образующие шлак во время сварки. В качестве присадок используют никель, марганец, железо, кремний и так далее. Такие легирующие компоненты позволяют при малом расходе тока получить нужную температурную среду для плавки металла.
Сварочная проволока с порошкообразным флюсом выпускается в различных вариациях:
- простая стальная трубка, заполненная порошком;
- двухслойная стальная трубка с порошком;
- трубка с флюсом, состоящая их 2 полостей и имеющая внутри 1 загиб;
- трубка с флюсом, состоящая их 2 полостей и имеющая 2 загиба.
Конструкция стальной трубки выполнена так, что стенки у нее довольно тонкие – они хрупкие и не выдерживают резких рывков, натяжения или перегибов
При настройке в аппарате подающего проволоку механизма эту особенность мини-электрода необходимо принимать во внимание, а также бережное обращение потребуется с проволокой и во время выполнения сварочных работ. Чтобы защитить сварочную проволоку от обрывов, шланг-трубопровод у аппарата нельзя перегибать, сминать или перекручивать

Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.
Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.


Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.


Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.


Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок

Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.

Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Лучшие полупрофессиональные сварочные полуавтоматы
Такие модели представляют средний ценовой сегмент сварочного оборудования. Показатель силы тока у них варьируется в пределах 180-250 А, а мощности от 6000 до 8000 Вт.
Продолжительность включения может достигать 50%, что позволяет использовать инструмент на протяжении 4-6 часов для изготовления емкостей, рам и прочих небольших конструкций.
ТСС PRO MIG/MMA-200 — высокая скорость работы
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
Особенностью этой модели является поддержка трех режимов сварки: ручной дуговой, с порошковой проволокой и в среде защитного газа.
Удобный дисплей и регуляторы позволяют быстро переключаться между режимами для достижения высокой производительности работы. Помимо технологии сварки, настройке поддается скорость подачи проволоки и форсирование дуги.
Высокое качество сборки обеспечивается двухэтапным производственным контролем. Сварочный ток прибора изменяется в пределах 20-200 А, мощность достигает 8700 Вт. Продолжительность включения инструмента равна 80% и позволяет осуществлять сварку на протяжении 7-8 часов.
Достоинства:
- три режима сварки;
- гибкость настройки;
- качественная сборка;
- длительная работа.
Недостатки:
тяжелый.
ТСС PRO MIG/MMA-200 предназначен для интенсивной сварки металлов. При этом приблизительная толщина обрабатываемого материала не должна превышать 2 мм.
BestWeld Master 152A — универсальный полуавтомат с безгазовым режимом
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Смотрите обзор
Особенностями модели являются возможность воздушного охлаждения и выбор технологии сварки. Доступно два режима: MIG/MAG и безгазовый.
Во втором случае сварка осуществляется с использованием самозащитной порошковой проволоки. Благодаря подобной вариативности работа может вестись с черными, цветными металлами, а также их сплавами.
Шестиступенчатая регулировка силы тока и плавная подача проволоки позволяют производить гибкую настройку инструмента для конкретных целей. Компактные размеры, удобная ручка и колеса обеспечивают комфортную транспортировку инструмента.
Достоинства:
- защита от перегрева;
- газовая и безгазовая сварка;
- гибкая настройка;
- малые габариты.
Недостатки:
большой вес.
BestWeld Master 152A является крайне универсальным аппаратом. Его можно с успехом использовать как для мелкой домашней сварки, так и в условиях небольших мастерских или цехов.
Ставр САУ-200М — отличная производительность
4.7
★★★★★
оценка редакции
85%
покупателей рекомендуют этот товар
Благодаря большому диаметру проволоки и показателю силы тока 200 А модель способна обрабатывать металл толщиной до 3,5 мм. Доступна как ручная дуговая, так и полуавтоматическая сварка.
Максимальная мощность — 7300 Вт. Прибор отличается высоким качеством сборки и простотой регулирования скорости подачи проволоки.
Несмотря на мощный двигатель и немалые габариты, аппарат весит чуть больше 10 кг, что позволяет с легкостью переносить его во время работы.
Достоинства:
- большой диаметр проволоки;
- высокая мощность;
- относительно небольшой вес;
- хорошее качество сборки.
Недостатки:
отсутствие вентиляции.
Ставр САУ-200М надежен и достаточно производителен, что позволяет использовать его не только в домашних условиях, но и в мелкопромышленном производстве.
Fubag IRMIG 180 Syn — синергетический полуавтомат
4.6
★★★★★
оценка редакции
82%
покупателей рекомендуют этот товар
Модель поддерживает несколько типов сварки. Помимо технологий MIG/MAG и MMA, доступна также аргонодуговая обработка. Это позволяет производить сварочные работы с большинством производственных металлов, к которым относятся: алюминий, магний, нержавеющая сталь, никель, бронза и другие.
Сила выходного тока равна 180 А, диаметр проволоки — 1 мм. Компактные размеры и низкая цена выгодно отличают модель от аналогов. А высокая производительность обеспечивает комфортную и быструю работу.
Достоинства:
- универсальность;
- удобство работы;
- низкая цена;
- небольшие габариты.
Недостатки:
малый диаметр проволоки.
Fubag IRMIG 180 Syn является универсальным сварочным полуавтоматом и подходит для обработки различных металлов. Отличное решение для сварки тонколистовых заготовок.
РЕСАНТА САИПА-165 (MIG/MAG)
Этот компактный полуавтомат выбирают для кузовных работ, иных операций со сравнительно тонкими заготовками. Легкий вес не вызывает лишних затруднений при перемещении, упрощает выполнение действий в труднодоступных местах. Простое управление можно освоить на интуитивном уровне без тщательного изучения сопроводительной документации. Даже при значительных «просадках» напряжения в сварочном полуавтомате поддерживается стабильная сила тока на выходе. Применение современных транзисторов IGBT обеспечивает ускоренное переключение и хорошие показатели КПД электронной схемы инвертора. Эффективность охлаждения увеличена специальной туннельной конструкцией воздуховода.
Плюсы:
- понятное управление;
- компактные размеры;
- возможность сварки тонких листов при установке малого тока;
- отключение при перегреве;
- современная электронная база;
- стабильная работа на низком напряжении;
- надежный корпус из металла;
- вес – 11.2 кг.
Минусы:
- горелка создана в несъемном исполнении;
- аппарат не предназначен для воспроизведения ручных технологий сварки.
Устройство и принцип работы сварочного полуавтомата
Сварочные полуавтоматы превосходят другие аппараты для сварки благодаря своей высокой производительности. В отличие от других устройств полуавтоматы имеют встроенный узел подачи проволоки, которая служит присадочным материалом и одновременно одним из контактов для поджига дуги.
Благодаря этому можно создавать непрерывные швы длиной 2-4 м в различных пространственных положениях. Удобно это и для манипуляций горелкой с целью формирования шва, поскольку здесь нет сгорающего электрода, длину которого постоянно приходится компенсировать приближая его торец к сварочной ванне.
В устройство полуавтомата входят следующие детали и узлы:
1. Редуктор.2. Баллон с инертным газом.3. Катушка с присадочной проволокой
4. Подающий механизм.5. Горелка с контактными элементами и клавишей управления.6. Приборная панель.
7. Источник питания.8. Рукав горелки с кабель-каналом, питающими проводами, внутренним газовым шлангом.9. Кабель массы с зажимом.
Внешний вид и компоновка элементов сварочного полуавтомата отличается в зависимости от класса устройства.
Принцип работы сварочного полуавтомата заключается в получении напряжения 220 или 380 В из сети и понижения вольт до 30-90 В. Одновременно с этим источник тока повышает количество ампер до 120-500 А, что разрешает легко плавить дугой сталь, чугун, алюминий и нержавейку. В отличие от плавящихся электродов у этого метода не остается шлака на поверхности шва. Если соединение выполнено правильно, то не требуется и последующая механическая обработка, изделие разрешается красить после остывания.
Для выполнения этого процесса задействуется электрическая, механическая и газовая части оборудования. У сварщика в руках находится горелка с мундштуком и соплом. В нее механика с электромотором подает сварочную проволоку. Скорость последней настраивается в зависимости от диаметра присадки, силы тока, и необходимой толщины шва. Через провода на мундштук горелки подается напряжение, переходящее на проволоку.
Второй контакт подводится к изделию через кабель массы с зажимом. Когда сварщик нажимает на кнопку горелки, то проволока выдвигается вперед, касается поверхности свариваемой детали и возбуждает электрическую дугу, плавящую саму проволоку и кромки соединения. Для создания шва нужно вести горелку ровно или с колебательными движениями.
Газовая часть обеспечивает защиту расплавленного металла сварочной ванны от взаимодействия с окружающим воздухом. При нажатии кнопки на горелке автоматически открывается газовый клапан, выпускающий инертное вещество. Сопло горелки имеет трубчатую форму, обеспечивающую равномерное укрытие зоны сварки. В противном случае из расплавленного металла вырывался бы углерод и шов получался пористым и негерметичным.
Подробнее о принципах работы со сварочными полуавтоматами вы можете узнать из видео:
Выбираем сварочный полуавтомат: на что обратить внимание
Тип сварочного аппарата. Полуавтоматы могут быть одного из трёх типов:
- трансформаторные — большие и тяжёлые, но довольно простые по конструкции и в эксплуатации. Их отличает не слишком аккуратная работа и склонность к разбрызгиванию металла — всё дело в переменном токе;
- выпрямительные — качество сварки у таких моделей повыше, но из-за того, что к трансформаторной конструкции здесь прибавлен ещё и выпрямитель, они сложнее и больше склонны к поломкам, чем модели предыдущего типа;
- инверторные — наиболее современные типы сварочных аппаратов: относительно лёгкие, компактные и нетребовательные ни к условиям работы, ни к подаваемому напряжению. Именно инвертор — лучший выбор для бытового использования.
Тип сварки. Обычно используют следующие виды сварки:
- MIG/MAG — сварка проволокой в активном или инертном газе: обеспечивает высокое качество сварки, но требует использования баллона с газом.
- FCAW — вариант безгазовой сварки специальной флюсовой проволокой — это неплохой выбор для любителей, но стоит такая проволока очень дорого, а результат сварки получается довольно посредственным в сравнении с другими методами;
- MMA — ручная дуговая сварка при помощи электрода, покрытого слоем флюса: классический вариант, очень эффективный, хотя и не такой удобный, как работа с проволокой;
- TIG — аргонодуговая сварка многоразовыми вольфрамовыми электродами: довольно сложная и медленная, но очень гибкая технология, обеспечивающая результат высокого качества в самых разных условиях.
Назначение аппарата. С некоторой долей условности сварочные полуавтоматы можно разделить на бытовые, полупрофессиональные и профессиональные. Первые — проще, дешевле и не рассчитаны на длительную эксплуатацию: обычно они остывают дольше, чем работают. Последние — напротив, предназначены для того, чтобы варить самые сложные соединения по 8-10 часов без перерыва, но за такую производительность и платить приходится соответственно. Полупрофессиональные модели находятся где-то посередине между этими двумя полюсами.
Мощность. Она показывает, сколько тока потребляет сварочный аппарат, и косвенно позволяет говорить о его производительности. Для домашнего использования достаточно полуавтомата мощностью 3-5 киловатт.
Фазность. Полуавтоматы могут быть одно- или трёхфазными. Первые работают от обычной бытовой электросети с напряжением 220 вольт. Это просто и удобно, однако возможности таких приборов ограничены возможностями этой самой сети: большой силы тока от них можно не ждать. Вторые работают от напряжения 380 вольт и способны решать самые сложные задачи, но и требуют специального питания — это промышленные и профессиональные модели, возможности которых в быту будут явно излишни.
Сила тока, толщина сварки и толщина проволоки. Чем выше сила сварочного тока, тем более толстый металл способен проварить аппарат и тем более толстая проволока ему нужна. Скажем, для сварки миллиметрового металла хватит 40-100 ампер и проволоки толщиной 0,6 мм, для 2-миллиметрового металла понадобится уже проволока толщиной в 1 миллиметр и 150-200 ампер, а металл толщиной в 10-20 миллиметр нужно варить проволокой в 1,6 мм с силой тока вплоть до 500 ампер.








