Принципы выбора и эксплуатации дисковых фрез по металлу
Содержание:
- Оборудование для фрезерования концевыми фрезами
- Фасонные фрезы
- Правила эксплуатации
- Классификация концевых фрез
- Обзор видов
- Токарные станки
- Основные типоразмеры
- Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
- Что такое фреза, каково назначение этого режущего элемента
- Разновидности и особенности конструкции
- Вспомогательные инструменты
- Наборы из фрез
- Описание
- Фреза фасонная выпуклая
- Дополнительные критерии, по которым классифицируют концевые фрезы
- Торцевые — конструкция и применение
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Фасонные фрезы
Для обработки деталей с криволинейными сложными контурами используются фасонные дисковые фрезы. Применяются они для узкого круга работ и могут быть:
- полукруглые выпуклые;
- полукруглые вогнутые;
- радиусные.
Особенность их в том, что режущие зубья расположены не по окружности, а только на отдельной её части.
Фасонная фреза
При большом разбросе внешних диаметров, размер внутреннего посадочного отверстия остаётся неизменным – d = 22 мм.
Группа фасонных делится на 2 вида – с затылованными и острыми зубьями. Оба вида используются для обработки деталей с непропорциональным соотношением размеров длины к ширине. Разница в обработке заключается в том, что у затылованной нулевой внешний угол и положительный задний. Она удобнее для заточки, не требует дополнительных приспособлений, но обработку ею чистовой не назовёшь. Более чистую точную обработку даёт острозубый инструмент. Но для поддержания его в надлежащем рабочем состоянии для заточки потребуется копир.
Имеет свою сферу применения и сборный фасонный инструмент. Отдельные его режущие кромки с простой формой составляют сложную кривую. Подобной конструкции фреза используется для обработки железнодорожной колёсной пары, а так же других сложных монолитных форм из металла. В пазах корпуса крепятся 2 смежные рейки с прикреплёнными твердосплавными пластинами.
Правила эксплуатации
Фрезеровщик Иванов знает требования ТБ как свои 3 пальца. Этот производственный анекдот отражает главное требование к работе – всегда соблюдать технику безопасности.
При покупке и эксплуатации дисковых фрез соблюдайте простые правила.
- Новая фреза должна быть тщательно упакована в промасленную бумагу.
- Снимайте процесс распаковки нового инструмента на видео. Тогда, в случае чего, легче доказать свою правоту продавцу.
- Надёжно устанавливайте инструмент в приспособлении. Обычно фрезы закрепляются гайкой с шайбой. Они ни в коем случае не должны шататься. Периодически проверяйте надёжность затяжки крепежа.
- Особенно тщательно устанавливайте инструмент в специальные головки на станках с ЧПУ. Как правило, они обрабатывают детали массово, поэтому ошибка может стоить дорого. Это касается корпусных станков, головок для нарезания резьбы и прочего.
- Перед работой делайте расчёты режимов резания с учётом вида фрезы и схемы фрезерования (встречное, попутное).
- Правильно подбирайте СОЖ (смазочно-охлаждающую жидкость), исходя из её состава и области применения. Работать без СОЖ категорически не рекомендуется.
- Фрезы обладают своим периодом стойкости, не превышайте его.
Правильно выбирайте материал режущих кромок для конкретных заготовок.
- Инструментальная сталь – У8, У10. Используется для деревянных изделий.
- Быстрорежущая сталь – Р6М5, Р18. Применяется для чугунов и мягких сталей.
- Твёрдые сплавы – Т5К10, Т15К6. Нужны для резания твёрдых сталей.
- Металлокерамика, минералокерамика. Обрабатывают особо твёрдые материалы.
Не допускайте чрезмерного износа фрезы, иначе возрастут силы резания, на изделии появятся трещины, а сам инструмент безнадёжно испортится. Время, через которое фреза подлежит переточке, должно совпадать с периодом стойкости.
После переточки корректируйте наладку станка, поскольку геометрия фрезы меняется.
Фрезы требуют хранения в сухих помещениях на стеллажах и в деревянных ящиках. При длительном простое инструмент нужно покрыть слоем масла.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.
По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).
Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Обзор видов
По своему назначению кольцевые фрезы бывают по металлу и дереву, для скважин. Существуют также виды и для дрели, и для магнитных агрегатов. Однако всё разнообразие видов инструмента этим не исчерпывается.
По конструктивным особенностям хвостовых элементов выделяют 3 вида. Наиболее ходовым считается Weldon, предназначаемый для использования на магнитных станках. Производится в двух размерных модификациях: Weldon 19 (для инструментов диаметром до 61 мм – hard-line40 мм, gold-line30 мм, blue-line30 мм) и Weldon 32 (для диаметров более 61 мм).
Ещё одним видом является Nitto/Universal 19 мм, подходящий для любого оборудования, которому впору хвостовики Weldon 19.
Выпускаются такие инструменты по металлу не только для агрегатов с ЧПУ, но и для дрели, называемые борфрезами. Здесь предусматривается особая шпилька для зажима в патроне дрели. Обычно такие инструменты продаются комплектами, поскольку работа с применением дрели требует особой точности и соответствующих форм инструмента.
Для ручных фрезеров приспособление также продаётся в наборе. При этом выпускают кромочные фрезы с подшипниками и без них. Первые предназначаются для обработки кромок деталей, вторые используются на любых участках заготовок, но для точных работ требуются шаблоны. На нашем рынке чаще можем увидеть инструменты китайского производства для ручных фрезеров, но их качество оценивается как вполне высокое.
К выбору данного устройства надо подходить крайне ответственно
Важно помнить, что кольцевые фрезы по металлу для дрели бывают двух типов
- Производимые из быстрорежущих сталей и характеризующиеся отменными рабочими качествами.
- С твердосплавными зубьями. ГОСТ определяет возможность производства фрез с использованием особых сплавов, выдерживающих высокие температуры. Существуют и варианты исполнения для электродрелей.
Основные критерии выбора заключены в четырех пунктах.
- Желаемый диаметр в обрабатываемом изделии.
- Недорогие модели из быстрорежущих сталей с повышенной степенью упругости применяются для получения отверстий диаметром до 30 мм. При этом заготовка должна выполняться из мягких материалов – зубья в меньшей степени подвергаются поломкам.
- Для получения отверстий диаметром более 35 мм применяются модели, режущие кромки у которых делают способом напайки из твёрдосплавных материалов. Эти изделия обладают значительным запасом рабочего ресурса.
- Вид обрабатываемого материала. Излишне твердые поверхности приводят при обработке к перегреву рабочей зоны инструмента.
Следует знать, что в домашних условиях можно обрабатывать металл с помощью так называемого сверла-фрезы. Но использовать его нужно только для заготовок малой толщины. Эксперты не советуют вставлять такой инструмент в ручные фрезеры – он обычно используется исключительно в электродрелях.
Токарные станки
Существует большое количество обрабатывающих приборов, оснащенных ЧПУ. Агрегаты полуавтоматического типа отличаются более низкой стоимостью, чем их автоматические аналоги. Но они требуют периодического вмешательства оператора, и не способны в автономном режиме изготовить детали. Автоматические аппараты способны выполнять производство в больших объемах, но позволить их себе смогут не все.
Наиболее востребованными и качественными являются модели, произведенные компаниями:
- CNC (изготовляет многофункциональные приборы);
- Victor (изготовляет высокопроизводительные механизмы с наличием дополнительных возможностей);
- MetalMaster (изготовляет агрегаты, оборудованные автоматической смазочной системой, способные справиться с жестким материалом).
При использовании токарного станочного оборудования следует придерживаться правил безопасности.
Основные типоразмеры
Ручные фрезеры получили повсеместное распространение благодаря простоте использования и возможности выполнять тонкие операции на габаритных деталях. Однако они вовсе не универсальны, по большей части из-за ограниченных размеров режущего органа — фрезы.
Самыми крупными среди фрез для ручной обработки можно назвать аналоги сверла Форстнера, используемые для изготовления глухих пазов под мебельные петли. Отдельные линейные размеры могут быть и выше, таким образом, некоторые фрезы классифицируются как дисковые или пальчиковые. В целом же максимальная глубина может достигать 80–90 мм, а диаметр — 60–70 мм
Это важно знать, чтобы определить заранее, возможно ли тот или иной вид обработки выполнить ручным фрезером
Нельзя сказать, что абсолютно все фрезы являются взаимозаменяемыми. Они отличаются по диаметру хвостовика и должны точно соответствовать размеру цанги вашего инструмента. Ходовыми считаются фрезеры с посадочным размером 6, 8 и 12 мм. Впрочем, набор сменных цанг или переходных втулок устранит проблему совместимости.
Фрезы разных размеров имеют свою специфику работы. В то время, как небольшими фрезами с глубиной захвата в 10–15 мм можно орудовать относительно свободно, более глубокая выборка потребует медленной подачи с небольшим усилием. А если обработке подлежит деталь высокой твёрдости, потребуется ещё и существенное повышение оборотов.
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
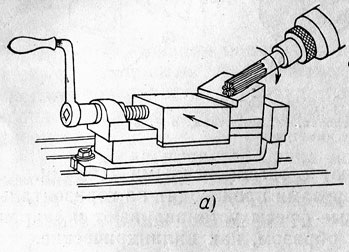
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.

Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Что такое фреза, каково назначение этого режущего элемента
Ручной фрезер представляет собой удобный и эффективный инструмент, предназначенный для обработки пиломатериалов, в том числе фасонных, а также плоских поверхностей. Кроме этого данное устройство подходит для формирования различных технологических выемок, например, пазов, гребней, углублений под установку петель. Для этого достаточно купить фрезы соответствующей конфигурации. Каждый такой элемент обладает индивидуальными конструкционными особенностями и используется для выполнения определенных функций.
Сегодня не представляет никаких проблем приобрести как сам ручной фрезер, так и рабочие насадки, превращающие такое устройство во многофункциональное оборудование
Назначение ручной фрезы по дереву:
- Кромочная обработка – предполагается использование фрезы для сращивания древесины для ручного фрезера, когда требуется соединить между собой различные заготовки путем соединения шип/паз.
- Врезка петель и прочей фурнитуры.
- Декорирование – в этом случае фрезы используются для формирования на поверхности плоских изделий объемных форм, а также для изготовления деревянных заготовок со сложной конфигурацией.
Профессионалы знают десятки вариантов использования фрез на ручном фрезере. Однако чтобы правильно определиться с выбором режущих деталей для инструмента, желательно изучить официальную классификацию существующих изделий. Разобравшись, какими бывают фрезы и особенности их использования, сделать выбор будет гораздо легче.
В первую очередь нужно обратить внимание на единицу измерения диаметра хвостовика. Для этого могут использоваться миллиметры или дюймы
Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера. Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Виды фрез для ручного фрезера по дереву: типы конструкций
На рынке представлены десятки вариантов изделий с различным назначением и стоимостью. Если рассматривать конструкционные особенности режущих элементов, можно выделить следующие виды фрез по дереву для ручного фрезера:
- Сборные – имеют вид болванки с приваренными режущими кромками. Эти фрезы очень просты в изготовлении, поэтому большинство изделий, представленных на рынке, имеют подобную конструкцию.
- Со сменными кромками – изделия укомплектованы сменными режущими кромками, имеющими двухстороннюю заточку. Когда нож с одной стороны затупляется, фрезу можно перевернуть и использовать дальше.
- Монолитные — фрезы, в основании которых выточены режущие кромки. Они редко ломаются, однако после нескольких заточек деталь придется сменить.
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Виды фрез по дереву: классификация изделий по типу лезвий
Фрезы могут иметь вертикальное, спиральное или наклонное расположение лезвий. Изделия с прямыми кромками будут срубаться с заготовки кусочки древесины, что увеличивает вероятность того, что в процессе нарезки появятся сколы. В результате этого существенно снижается качество фрезеровки. С наклонными лезвиями такого не происходит.
Потребители могут купить фрезы по дереву с двумя типами лезвий:
- Быстрорежущими (HM) – применяются на поверхностях, выполненных из древесины мягких пород.
- Твердосплавными (HSS) – используются для обработки твердых поверхностей.
Изделия с твердосплавными лезвиями имеют более высокий температурный коэффициент и обладают улучшенными характеристиками, что сказывается на их стоимости.
Фрезы по дереву из твердосплавных пластин используются преимущественно для обработки твердой древесины
Разновидности и особенности конструкции
Фрезы по дереву классифицируются по технологическому назначению и нескольким параметрам, включая:
- конструкцию;
- наклон режущей кромки;
- конфигурацию.
По конструкции изготавливают цельный и сборный инструмент. Режущие кромки располагаются параллельно оси вращения – прямые и наклонные. Конфигурация резцов определяет рельеф обработанной поверхности.
Справка! Фрезы по дереву выпускаются под стандартный размер цанги, трех типоразмеров: 6, 8, 12 и 32 мм. На импортное оборудование хвостовик замеряется в дюймах и не подходит для отечественных фрезеров и станков.
Пазовые
Пазовые фрезы повторяют форму выборки на деревянной детали. Они имеют хвостовик для крепления в цанге, режущие кромки по бокам и торцу. По виду выборки в сечении различают пазовые фрезы:
- прямые;
- V-образные;
- галтельные;
- Т-образные;
- ласточкин хвост;
- фасонные.
По конструкции пазовые фрезы выпускаются цельные, с кромками, вырезанными в теле заготовки под углом, и составные с фигурными вставками.
Кромочные
Предназначены для обработки кромок и торцов деталей. По форме фрезы делятся:
- прямые;
- трапециевидные;
- калевочные – фигурные;
- фальцевые.
У прямых фрез рабочая часть имеет форму цилиндра. После обработки получается ровный край. Трапециевидные модели повторяют форму конуса. Ими срезают острые углы. Режущие кромки калевочных фрез фигурные, по конфигурации обратные рельефу обрабатываемой детали.

Важно!
Кромочные фрезы имеют на хвостовике ниже режущей кромки подшипник или копировальное кольцо. Оно упирается в край детали или шаблона
В результате линия реза, прямая и фигурная, получается ровная, чистая.
Кромочные фрезы устанавливают для обработки плоских деталей по контуру и изготовления линейных изделий: плинтусов, декоративных рамок, карнизов, бордюр. Кромочные фальцевые фрезы используют при изготовлении мебели и строительных конструкций. Они вырезают в торце паз для соединения двух деталей, выбирают четверть.
Комбинированные
Надежную стыковку с жесткой посадкой обеспечивают комбинированные фрезы. Они обрабатывают торец, вырезая пазы и шипы. Для соединения двух деталей, одну надо повернуть на 180⁰ вокруг оси, и торцы полностью совпадут и соединяются по принципу шип-паз.
Чтобы по плоскости в месте соединения не было переходов, образовалась гладкая плоскость, перед обработкой следует определить продольную ось заготовки. После этого настраивается копировальное кольцо, чтобы середина фрезы шла строго вдоль оси торца.

Важно!
Для соединения плоских деталей под прямым углом, на одной обрабатывается торец, на втором сопрягаемом элементе пазы-шипы вырезаются по краю плоскости.
Вспомогательные инструменты
Процесс обработки имеет разностороннее действие, поэтому выполняется с учетом множества нюансов. Не всегда стандартной процедуры достаточно для полноценного выполнения задачи. Работа агрегата обеспечивается двигателем переменного и постоянного тока. Первый тип двигателя используется с мощными устройствами, второй – с более слабыми приборами. Токарные станки с двигателем постоянного тока требуют наличия вспомогательных инструментов.
Вспомогательные инструменты чаще всего необходимы при взаимодействии с металлическими заготовками. Существуют большое количество различных вспомогательных механизмов. Они отличаются по предназначению. С их помощью выполняется:
- загрузка;
- смазка;
- зажимы;
- уборка стружки;
- смена рабочих инструментов.
Инструменты могут иметь разную конструкцию и производительность, но выполнять одну и ту же задачу. При покупке дополнительного оборудования следует убедиться, что оно совместимо с используемым токарным станком.

Наборы из фрез
Подобные наборы представляют собой группу режущего рабочего инструмента, собранного и укрепленного на единой оправке, выбранного в соответствии:
- с профилем;
- в зависимости от размеров фрезеруемой детали.
Чтобы повысить производительность труда, следует избавиться от большого числа установок, переходов и отдельных операций. Фрезерные диски, собранные в набор, обеспечивают качественную обработку, точность по сравнению с фрезерованием отдельным режущим инструментом. Чтобы определиться с диаметром дисков, сначала останавливаются на наименьшем, а диаметральные размеры других определяют в зависимости от взаимодействия и расположения фрезеруемых плоскостей.
Не рекомендуется использовать в наборе инструменты с диаметрами, слишком сильно отличающимися по размеру, это затрудняет выбор:
- для всех режущих элементов целесообразного режима работы и подачи;
- параметров диаметральных посадочных мест для всех фрезеровочных деталей в наборе.
Чтобы достичь плавной работы, зубья фрезеровочных дисков устанавливают по специальной схеме один относительно другого. С этой целью шпоночные пазы во фрезах делают со смещением к зубу на разные расстояния и углы. Из-за такого расположения каждая фреза начинает свою работу точно в заданный промежуток времени, а конструкция из нескольких фрезеровочных элементов представляет собой единую фрезу с винтовым зубом.
Если делают переточку фрез из набора, то фрезеруют вторую канавку, которая ставится единообразно для всех режущих элементов по отношению к зубьям. Наборы составляются из элементов с затылованными или острозаточенными зубьями. В процессе заточки фрез разного вида их диаметральные размеры меняются в соответствии с различными законами, что впоследствии ведет к искажению профиля детали.
Наборы однотипных режущих инструментов применяются для фрезерования сплошных и прерывистых профилей заготовки. Сплошные поверхности обрабатывают так, чтобы соседние зубья рядом расположенных фрез твердосплавных по металлу перекрывали друг друга. Это нужно для того, чтобы:
- при обработке не образовывались риски и заусенцы;
- меньше был показатель шероховатости;
- сохранялись осевые параметры наборного профиля, которые изменяются в результате переточки.
Наборы из фрезеровочных дисков используются при работе на станках горизонтального типа
Подбирая набор твердосплавных режущих элементов для фрезерования, определяя область его применения, следует принимать во внимание, что усилия, возникающие в процессе обработки, не должны быть выше значений допустимой нагрузки, исходя из показателей:
- мощности агрегата;
- жесткости, прочности и оправки заготовки;
- предела прочности закрепления заготовки в станке.
Учитывая значения прочности, следует иметь в виду, что наборы режущих элементов с большими диаметрами плохо ведут себя при обработке заготовок из деформируемых материалов и не жёстких конструктивных деталей. Чтобы обеспечить фрезерованной детали точные размеры при большой глубине проникновения резца, нужно делать обработку в несколько подходов: сначала черновым набором фрез, затем приступать к фрезеровке чистовыми элементами.
Инструментальное производство использует фрезы в наборе при формировании стружечных канавок, разверток, метчиков и других инструментов с режущими гранями для обработки металлических заготовок.
Описание
Кольцевые фрезы успешно заменили спиральные аналоги. Благодаря своим конструктивным особенностям они позволяют получать отверстия любых диаметров и глубины в разы быстрее, чем цилиндрические аналоги. Кроме того, процесс сверления корончатыми инструментами является малошумным, а степень шероховатости получаемого отверстия минимальна. Таких качественных результатов при помощи обычных фрез получить не представляется возможным.
Конструктивные возможности таких фрез позволяют получать широкий диаметральный размерный ряд высверливаемых отверстий, что даёт возможность специалисту решать любые задачи. Наибольшая глубина высверливания составляет 200 мм, а его ширина – 12–150 мм.
Кольцевая фреза состоит из тела, режущего элемента и хвостовика. Режущий элемент определяет скоростные качества инструмента и его производительность. Фрезы из легированных сталей выпускают в литом виде, их можно затачивать неоднократно (на специальных станках). Инструменты с напаиваемыми элементами снова не затачиваются. Диаметры поучаемых отверстий определяются внешними контурами инструментов.
Тело фрезы имеет гладкую и полую внутреннюю часть. Чем оно длиннее, тем более толстую деталь можно просверлить.
Спецификой инструмента является наличие специальной направляющей в виде центрующего штифта. Большинство кольцевых фрез укомплектовывается таким дополнением для фиксации центра. Штифт изготовлен в виде скруглённого стержня определённых размеров, соответствующих размерам тела фрезы.
Корончатые фрезы – это новейший, хорошо продуманный инструментарий для сверлильных агрегатов. Для них характерен ряд преимуществ.
- Возможность работать на станках с небольшими мощностями, что является следствием конструктивных особенностей инструмента. К примеру, работая такой фрезой на магнитном оборудовании мощностью до 1000 Вт, вполне реально сделать выемку диаметром 30–35 мм. Спиральный же аналог при сопоставимых мощностях агрегата позволит получить диаметр отверстия всего лишь 12–13 мм.
- Выполнение отверстий больших диаметров, минуя предварительную подготовку.
- Отменное качество обработки.
Работая с таким инструментом, можно получать исключительно сквозные отверстия – глухие производить не дано. Такое небольшое ограничение с лихвой компенсируется достоинствами инструмента:
- применяют его, когда требуются определённые показатели шероховатости, что не всегда достигается применением обычных инструментов;
- устанавливать такую оснастку можно на различные станки;
- используется и при многоинструментальных видах обработки;
- удаление значительного количества металла за один проход;
- затрачивается меньшее количество энергии для получения из металла стружки;
- высокий уровень производительности обуславливается применением быстрорежущих сталей для изготовления режущей кромки, которая обладает высокой степенью устойчивости к воздействию тепла;
- обеспечение требуемой точности и скорости резания;
- оптимальный угол зубьев улучшает процесс сверления и уменьшает степень давления на заготовку;
- угол заточки делает инструмент универсальным, пригодным для обработки различных сортов стали;
- усовершенствованная геометрия фрез значительно снижает уровень их нагрева, что облегчает выход стружки из металла;
- наименьшее количество шума при работе.
Недостаток у корончатых фрез один – высокие цены. Усложнённое изготовление инструмента повышает стоимость и снижает его ремонтопригодность. При этом осуществление его заточки возможно исключительно на специальном оборудовании.
Фреза фасонная выпуклая
Фреза фасонная выпуклая используется для создания внутренних закруглений пазов и выступов. Характеристики изделия могут варьироваться в зависимости от сложности поверхности. Все данные можно найти на поверхности самой фрезы.
Согласно ГОСТ 9305-93, диаметр выпуклой фасонной фрезы может составлять от 50 до 160 сантиметров, радиус — от 1 до 25 миллиметров.
Оснастка выпуклой формы широко используется на станках горизонтального типа и универсальном оборудовании, которые используются машиностроительными предприятиями. Изготавливаемые из высококачественной стали, фрезы могут работать даже при интенсивных нагрузках, не теряя своих качеств.
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
-
тип хвостовика;
-
конструкция;
-
размер зубьев;
-
количество режущих кромок;
-
направление отведения стружки.
Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.
Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
-
Цельные концевые фрезы.
-
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.
Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.. Первый способ является традиционным, но имеет следующие недостатки.
Первый способ является традиционным, но имеет следующие недостатки.
-
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
-
Стружка накапливается. Появляется лишняя операция — удаление отходов.
-
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
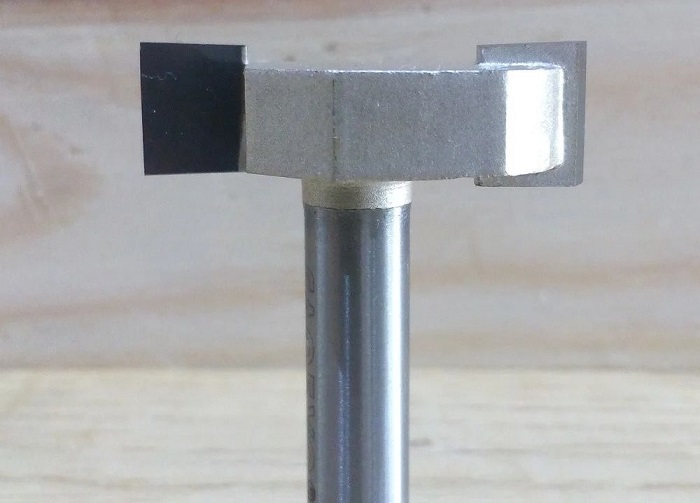
Торцевые — конструкция и применение
Посредством торцевых (или торцовых) фрез выполняется обработка плоских поверхностей. Применяются устройства на фрезерных станках вертикального и горизонтального типа. Изготавливается оснастка из таких материалов, как углеродистая, легированная и быстрорежущая сталь. Свое название оснастка получила за счет конструктивных особенностей. Режущие части на ней находятся на торце и сбоку, что позволяет одновременно выполнять обработку в двух перпендикулярным плоскости направлениях.

Лезвие торцевой фрезы состоит из трех частей — вспомогательного, переходного и вспомогательного. Для снижения вибрации при обработке детали, а также с целью повышения качества проводимых работ, оснастка оснащена большим количеством зубьев. Применяются устройства непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
https://youtube.com/watch?v=CzoxoPzo1Gg%3F
Устройства торцевого типа отличаются массивными габаритами, что позволяет осуществлять не только точную, но еще и быструю обработку. Наиболее популярной моделью торцевых фрез является «кукуруза». Применяются оснастки этого вида в автомобилестроении, где с их помощью осуществляется вытачивание картеров коробок передач.
Это интересно! Торцевая фреза позволяет настраивать резцы с минимальной точностью, что в итоге положительно отражается положительно на качестве обработки.








