Клепка. типы заклепок и заклепочных швов
Содержание:
- Заклепочник резьбовой принцип его работы пошаговая инструкция
- Литература
- Что такое клёпка
- Слесарное дело
- § 1. Общие сведения о клепке
- Установка гаечной конструкции
- Способ соединения
- Расходные материалы
- Способ соединения
- Рекомендации
- Виды заклёпочных соединений
- Виды заклепок и заклепочников
- Виды заклепочных швов
- Виды клёпальников
- Заклёпки
- ОСОБЕННОСТИ МАТЕРИАЛА ВЫТЯЖНЫХ ЗАКЛЕПОК
- Выбираем тип привода
- Недостатки заклёпочных соединений
- Заклепочные конструкции
- Подбор размеров заклепок
- Особенности работы с инструментом
Заклепочник резьбовой принцип его работы пошаговая инструкция
Самое надежное соединение обеспечивается при помощи резьбовых устройств. Принцип их работы достаточно простой, однако вызывает некоторое неудобство — каждую заклепку перед применением необходимо накрутить на концевую часть инструмента. Инструкция, как работают резьбовые приборы, имеет следующий вид:
- Первоначально необходимо просверлить отверстие соответствующего диаметра в листовой стали — от 3 до 14 мм или М3-М14
- Установить в головку инструмента соответствующего диаметра резьбовой наконечник (стержень)
- Накрутить на наконечник резьбовую бобышку до упора
- Установить заклепку в отверстия соединяемых элементов
- Произвести заклепывание путем воздействия на рычаги (свести их друг с другом)
- Далее для разъединения инструмента с полученным соединением понадобится произвести его вывинчивание
- После этого соединение готово к применению, и в него можно вкрутить соответствующего диаметра болт
Для наглядности ниже представлено видео, на котором видно, что представляет собой резьбовой инструмент, и как происходит его применение.
https://youtube.com/watch?v=K8uBGFf7FDU%3F
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы. Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома. В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.
Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы. В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени. А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.
Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Преимущества резьбовых заклепок
- Несложная технология установки.
- Возможность надежного скрепления деталей из материалов повышенной хрупкости или малой толщины (например, листового металлопроката). Резьбовая заклепка практически не вызывает их деформации.
- Если совокупная толщина соединяемых образцов превышает длину крепежного элемента, то производится так называемая односторонняя фиксация, без сквозного прохода. При этом качество скрепления не ухудшается.
Принцип действия
Надежное соединение в месте установки обеспечивает резьба, которая в гаечных образцах расположена на внутренней, в болтовых – на внешней поверхности сминаемой части.
Слесарное дело
§ 1. Общие сведения о клепке
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этим способом получают неразъемные соединения, которые разъединяют путем разрушения заклепок.
Заклепочные соединения широко применяют при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолетостроении.
Процесс клепки состоит из следующих основных операций:
- образование отверстия в соединяемых деталях сверлением или пробивкой;
- вставка в отверстия заклепок, состоящих из стержня с закладной головкой;
- образование замыкающей головки заклепки, т. е. собственно клепка, которая бывает холодная и горячая.
Холодная клепка осуществляется заклепками со стержнем диаметром до 10 мм. При клепке в холодном состоянии отверстие под заклепку сверлят (пробивают) на 0,1—0,2 мм больше диаметра стержня заклепки. Холодная клепка широко применяется в самолетостроении.
Горячая клепка применяется при использовании заклепок диаметром свыше 10 мм. При горячей клепке стержень заклепки нагревается до определенной температуры и расклепывается в горячем состоянии. При этом диаметр стержня должен быть на 0,5—1 мм меньше диаметра отверстия.
Преимущество горячей клепки заключается в том, что стержень лучше заполняет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их. Образование замыкающей головки может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) действии сил.
Клепка может быть ручная, при которой используется слесарный молоток, механизированная, когда применяются пневматические клепальные молотки, и машинная с использованием стационарных клепальных машин (прессов).
Однако клепаные соединения имеют ряд существенных недостатков, основными из которых являются увеличение веса клепаных конструкций; ослабление склепываемого материала в местах образования отверстий под заклепки; значительное число технологических операций, необходимых для выполнения заклепочного соединения (сверление или пробивка отверстий, зенкование или штамповка гнезд под потайную головку, вставка заклепок и собственно клепка); значительный шум и вибрации (колебания) при работе ручными пневматическими молотками, вредно влияющие на организм человека, и др.
Поэтому, кроме совершенствования самого процесса клепки, применяют и другие способы получения неразъемных соединений, например электрической и газовой сваркой, соединением металлов термостойкими клеями марок ВК-32-200; ВК-32-250; ИП-9 и др. Так, например, детали мостов через реку Москву в районе Фили-Шелепиха и через реку Дон в Ростове-на-Дону соединены эпоксидным клеем.
Однако в ряде отраслей машиностроения, например в авиастроении, в производстве слесарно-монтажного инструмента клепку еще широко применяют, особенно для соединения конструкций, работающих при высоких температурах и давлениях.
Установка гаечной конструкции
Подготовка деталей производится аналогично рассмотренному случаю — делается отверстие с фаской. Для соединения металлов гаечной заклепкой применяется заклепочник, снабженный специальной насадкой и винтовым элементом. Гаечная клепка вставляется в отверстие так, чтобы с одной стороны она уперлась в заготовку своей головкой, а с другой вышла наружу на 8-10 мм. Со стороны резьбовой части заклепки в нее вкручивается винтовой элемент аппарата с вылетом на противоположной стороне для закрепления в насадке заклепочника. Насадка упирается в головку клепки. Ручками-рычагами создается усилие для вытягивания винтового элемента. За счет этого усилия деформационная зона сплющивается, а на поверхности детали вылет заклепки расплющивается. Таким образом обеспечивается соединение деталей.
В процессе заклепывания деталей потребуется дополнительно следующий инструмент:
- электродрель;
- нож;
- ножницы;
- плоскогубцы;
- отвертка;
- гаечные ключи;
- напильник;
- штангенциркуль.
В ряде случаев установка заклепок является единственным способом соединения деталей. Механизацию процесса заклепывания легко осуществить, если узнать, как работает заклепочник. Принцип его действия очень прост и доступен любому человеку.
Ручной заклепочник — наиболее востребованный и недорогой заклепочный инструмент. Имеет ряд других названий – «клепочник», «клепальник», «заклепочный пистолет». Ручные заклепочники используются в основном для бытовых, строительных или производственных целей при выполнении небольшого объема сборочных работ для установки вытяжных и резьбовых заклепок. Заклепка устанавливается в предварительно подготовленное отверстие вытяжным способом. Ручной заклепочник создает неразъемное соединение путем склëпывания тонкостенных профилей, стальных листов, плоских элементов металлоконструкций, максимально механизируя процесс, снижая расходы и экономя время. Главные преимущества механического заклепочника — его дешевизна, простота в применениии, не требующем специальных условий производства. Ручной заклепочный инструмент не требует специальной подготовки и обучения оператора.
По назначению ручные заклепочники делятся на:
- Ручной резьбовой заклепочник — передназначен для монтажа резьбовых заклепок гаек.
- Ручной вытяжной заклепочник — предназначен для монтажа вытяжных заклепок.
По механизму конструкции ручные заклепочники можно разделить на:
- Одноручные ручные заклепочники — простые механизмы, работают не преобразуя физическую силу оператора.
- Двуручные рычажные заклепочники – усиленные, требуют меньшего физического усилия для расклепывания заклепки. Рычажный заклепочник отлично упрощает задачу при работе с заклепками больших диаметров.
- Шарнирно-рычажные заклепочники — имеют гармошечный механизм и могут быть использованы для труднодоступных мест.
В нашем ассортименте широкое разнообразие типов и разновидностей ручных заклепочников, включая гибридные модели, которые позволяют устанавливать вытяжные заклëпки до Ø 8 мм и резьбовые заклепки до М12. Полное представление о применениии заклепочников дает обзор заклепочного инструмента.
Чтобы купить ручной заклепочник свяжитесь с нами и мы поможем подобрать инструмент для решения именно ваших технических задач и организуем доставку с учетом ваших пожеланий.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Расходные материалы
Металл, из которого изготавливаются заклепки – зависит от материала соединяемых заготовок. Это может быть сталь, нержавейка, медь, алюминий. Речь идет о материале втулки. Вытяжной стержень изготавливается из стали. Чаще всего применяются алюминиевые втулки. Легкий металл легко деформируется при установке, и не подвержен коррозии.
Как правило, вытяжные заклепки не подвергаются силовому воздействию, то есть они предназначены для соединения деталей, которые не будут находиться под нагрузкой. Поэтому диаметр подбирается минимально возможный, для обеспечения прочности.
На иллюстрации видны основные размеры, которые необходимо учитывать перед покупкой.
К тому же проверьте, подходит ли набор головок вашего инструмента под диаметр клепок. От диаметра тела заклепки зависит прочность соединения. Однако злоупотреблять его величиной не стоит. Слишком крупные отверстия снижают прочность самой заготовки, да и выглядят не эстетично.
Следующий важный размер – длина тела заклепки. Слишком много металла, торчащего над соединяемыми заготовками – не только занимают место, но и снижают прочность соединения. Согласно установившейся практике – длина расклепываемой части не должна превышать 1-1,5 диаметра заклепки. Тогда соединение получается прочным и красивым.
Размер и длина сердечника в принципе не имеют значения. Главное – совместимость с головками инструмента. Общая длина тела заклепки, может быть какой угодно. Возможно, вам понадобится соединить достаточно толстые половинки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные.
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками.
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные.
Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Виды заклепок и заклепочников
Профессиональный заклёпочный инструмент — дорогостоящее, да и ненужное приобретение для домашнего мастера, если принять во внимание его мощность, которая вряд ли пригодится в бытовых целях. При желании вместо него для решения тех же задач можно использовать приспособление, изготовленное своими руками из подручных средств. https://www.youtube.com/embed/0rL9yk_v5_I
По способу воздействия на заклепку клепальники можно классифицировать на несколько групп:
- Ручные. В основу их работы положен принцип рычага, который оказывает силовое воздействие на заклепку с целью ее деформации. Выглядит такой инструмент как обычные плоскогубцы или пассатижи. Одноручные версии заклепочников рассчитаны на работу с заклепками диаметром до 5 мм, а двуручные — 6,4 мм.
- Пневматические. Рабочий процесс осуществляется за счёт использования силы сжатого воздуха. Поскольку работа таким заклепочником возможна лишь вместе с компрессором, его можно использовать для решения весьма ограниченного круга задач. Современные версии инструмента отличаются компактными размерами, что делает их похожими на ручные модели и позволяет использовать для проведения работ различного масштаба. Пневматические заклепочники главным образом применяются на промышленных производствах.
- Пневмогидравлические. В них демонтаж заклепки обеспечивает поршень гидравлической системы, который во время движения заставляет поступательно перемещаться шток с резьбой.
- Аккумуляторные. Их работу обеспечивает источник постоянного тока, который позволяет пользоваться ими длительное время в автономном режиме.
В свою очередь, можно классифицировать и резьбовые заклепки. По материалу изготовления их можно разделить на стальные, медные и алюминиевые. Каждая из этих разновидностей имеет свою длину и диаметр
Именно на эти параметры и нужно обращать внимание для выбора наиболее подходящего типа инструмента. Так, для ручного резьбового заклепочника рекомендуется использовать алюминиевый или медный крепёж. https://www.youtube.com/embed/s1FbBYv_46M
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
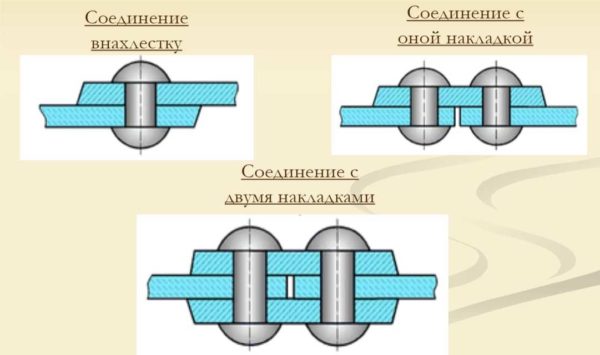
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Виды клёпальников
Выбрать подходящую модель такого инструмента бывает непросто, ведь в продаже представлено несколько разновидностей. Все они отличаются своими техническими характеристиками и стоимостью.
Самый дешёвый и распространённый вид заклёпочников. Широко применяется в строительных и бытовых работах.
Применим для производственных работ и не популярен для строительства.
Считается силовым клёпочником. Редко применяется в строительстве.
Заклёпочник с поворотной головкой
Данный вид самый удобный для проведения строительных работ. Вращающаяся головка способствует доступности для клепания в разных, труднодоступных для других видов заклёпочников, местах.
Заклёпки
В строительстве самыми применяемыми являются вытяжные заклёпки. Они доступны (можно приобрести в любом строительном магазине и рынке), просты в применении и вполне обеспечивают надёжное неразъёмное соединение материалов.
Вытяжные заклёпки различают по размеру и типу материала, используемого для изготовления заклёпок.
Материал заклёпки, это крайне важный фактор. Выбор заклёпок по материалу напрямую зависит от вида материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление.
Материалы изготовления заклёпок могут быть следующие:
- Оцинкованная сталь.
- Алюминий. Есть чистый аллюминий и его варианты: анодированный, лакированный.
- Нержавеющая сталь. А2 — устойчива к ржавлению, А4 — устойчива к коррозии и кислотной среде (применяется в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространённых и прочных материалов.
- Медь — Медные заклёпки применяются для скрепления материалов из меди.
- Медно-никелевый сплав (монель). Содержит 70% никеля, 30% меди.
Вытяжная заклёпка представляет собой трубку со шляпкой. Внутри конструкции предусмотрен стальной стержень, один из концов которого слегка расширяется. Заклёпочник тянет стержень, благодаря чему трубка постепенно расширяется. Когда усилие становится максимальным, происходит откусывание стержня.
В вытяжных заклёпках процесс деформации гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Для того чтобы осадить тело заклёпки, её торец упирают в опорную поверхность заклёпочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъёмное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
ОСОБЕННОСТИ МАТЕРИАЛА ВЫТЯЖНЫХ ЗАКЛЕПОК
| Алюминий (99.5%) | — малый вес — высокое сопротивление коррозии (морской воде) — легко деформируется — высокая электро и теплопроводность |
| Алюминиевый сплав (AlMg) | — твердый и прочный — легко полируется — при увеличении доли магния прочность на отрыв увеличивается, а способность к деформированию уменьшается — стойкий к морской воде (AlMg5) b несильным щелочам |
| Сталь | — для крепления тяжелых конструкций — легко деформируется — прочный — легко нанести покрытие (например антикоррозионное) |
| Нержавеющая сталь | — очень стойкий к коррозии — для крепления тяжелых конструкций — прочный — немагнитный (A2 и A4) — A4 имеет более высокое сопротивление кислотам чем A2 (механические характеристики одинаковы) |
| Медь | — высокая электро и теплопроводность — легко деформируется — подходит для пайки |
КОНТАКТНАЯ КОРРОЗИЯ
Контактной коррозией называют усиление коррозии одних металлов при их контакте с другими. Скорость контактной коррозии определяется поляризационными характеристиками контактирующих металлов, соотношением их площадей и омическим сопротивлением системы.
Таблица далее показывает, как различные металлы могут комбинироваться
| Контактирующие металлы | ||||
| Материал корпуса заклепки | Алюминий | Медь | Сталь | Нержавейка |
| Алюминий | отлично | плохо | хорошо | отлично |
| Медь | плохо | отлично | плохо | хорошо |
| Сталь | хорошо | плохо | отлично | отлично |
| Нержавейка | отлично | хорошо | отлично | отлично |
| Монель (Ni/Cu) | плохо | хорошо | отлично | хорошо |
ПОКРЫТИЯ ВЫТЯЖНЫХ ЗАКЛЕПОК
Коррозия никогда не может уменьшаться до 0%. Задача покрытий — уменьшать разрушающее влияние коррозии на заклепочное соединение.
- ОКРАШИВАНИЕ. Покрытие корпуса заклепки осуществляется краской на основе органических связующих. Окраска возможна различными цветами по каталогу RAL.
- ЦИНКОВАНИЕ. Это антикоррозионное покрытие, полученное через электролиз — серебристого цвета, характеризуется образованием на поверхности металла пленки высокой прочности, что обеспечивает установку заклепки или стержня без задиров.
- ЦИНК-НИКЕЛЕВОЕ ХРОМОТИРОВАНИЕ. Это покрытие, полученное через электролиз со сплавом цинка и никеля. Образовавшаяся пленка желтоватого цвета гарантирует сопротивление коррозии даже после деформирования корпуса заклепки при установке.
Выбираем тип привода
Перед тем как выбрать заклепочник, надо разобраться в том, какие они бывают. Начнем с привода.
-
Ручные (силовые). Чтобы установить заклепку, надо сжать ручки. Иногда усилия приходится прилагать солидные — для метизов диаметром 5 мм и больше. Самые надежные и недорогие. Это оправданный выбор, если инструмент покупается для разового применения — кровельный материал смонтировать, забор поставить, откосы зашить.
- Электрические. Усилий почти никаких — удержать инструмент и нажать на курок. Более дорогие, но и более производительные модели.
- От сети. Не слишком дорогие, так что можно покупать и для бытового использования. Но не на каждой стройплощадке есть источник электричества, да и шнуры/удлинители — та еще морока.
-
Аккумуляторные. При той же производительности более мобильны, но весят больше (сам аккумулятор тоже имеет вес), да и стоят дороже.
- Пневматические и пневмогидравлические. Наиболее надежный и производительный инструмент. Но его стоит покупать только для профессионального использования. Ведь нужен еще и компрессор.
Видеообзор аккумуляторного заклепочника MILWAUKEE 2550-20 M12 RIVET TOOL.
Для бытового использования покупают ручные заклепочники. Но и этот «простой» инструмент выбрать нелегко. Прежде всего удивляет разброс цен — от 5$ до нескольких сотен долларов. Как тут сориентироваться? Сразу скажем, что слишком дорогой брать для разового применения точно не стоит, как и слишком дешевый. В остальном надо разбираться.
Недостатки заклёпочных соединений
Заклёпочные работы на судне (рисунок из статьи «Заклепки» «Военная энциклопедия Сытина»)
Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
Необходимость специальных мер для герметизации
Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин
Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Заклепочные конструкции
Заклепочные конструкции чаще всего состоят из следующих видов деталей: фермы из стержней, работающих на растяжение или сжатие (на продольный изгиб), балки и стойки. Для каждого из этих видов деталей применяют определенные проверенные опытом методы расчета и конструкции заклепочных соединений. Стержни соединяются в узловых точках посредством косынок.
Стержни, работающие на сжатие, изготовляются из профилей с малой площадью сечения и большим моментом инерции, т. е. из угольников, двутавров, швеллеров.
В зависимости от расположения применяют стержни цельные, состоящие из таврового, двутаврового или швеллерного профиля. Могут быть применены составные стержни из двух профилей (углового, двутаврового, таврового или швеллерного), соединенных сплошным рядом соединительных заклепок, а также сложносоставные (рис. 5), изготовленные из двух или нескольких цельных стержней, взаимно связанных накладками или косынками. Стержни ферм должны быть соединены таким образом, чтобы линии центров тяжести стержней пересекались в одной точке косынки (рис. 6).

Рис. 5. Составные стержни фермы

Рис. 6. Соединение профилей в узел с помощью косынки с учетом их центров тяжести
Если угольник присоединен только одной своей полкой, то для соединения должны быть применены 3 или 2 заклепки. Присоединение лишь одной заклепкой применять нельзя.
Просмотров: 2 500
Подбор размеров заклепок
Заклепки подбирается исходя из толщины соединяемых металлов. Важны при этом: параметры закладной головки, диаметр стержня. По диаметру стержня определяется диаметр сверла, которое используется для подготовки отверстия в соединяемых деталях. Примерно определить диаметр заклепки можно удвоив толщину соединяемых деталей. Длина стержня — не менее 2 диаметров заклепки, причем выступающая часть должна быть не менее 1,25-1,5 от диаметра.
| Диаметр заклепки | 2,0 мм | 2,3 мм | 2,6 мм | 3,0 мм | 3,5 мм | 4,0 мм | 5,0 мм | 6,0 мм | 7,0 мм | 8,0 мм |
|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр отверстия при точной сборке | 2,1 мм | 2,4 мм | 2,7 мм | 3,1 мм | 3,6 мм | 4,1 мм | 5,2 мм | 6,2 мм | 7,2 мм | 8,2 мм |
| Диаметр отверстия при грубой сборке | 2,3 мм | 2,6 мм | 3,1 мм | 3,5 мм | 4,0 мм | 4,5 мм | 5,7 мм | 6,7 мм | 7,7 мм | 8,7 мм |
Вообще, диаметр стержня заклепки может быть от 1 мм до 36 мм, длинна его может быть от 2 мм до 180 мм. Причем больший диаметр не равнозначен большей прочности соединения. Тут играет роль как материал, из которого он изготовлен, так и его тип (полый или цельный). Как же выбрать? По характеристикам заклепок. Вы ведь выбираете их под соединение определенных материалов определенной толщины. Примерно знаете и нагрузку, которая будет прилагаться на соединение
Поэтому при подборе обращайте внимание на то, что рекомендует производитель

Как подобрать заклепку по толщине скрепляемого материала? По указаниям производителя, но в общем, диаметр стержня должен быть не менее двойной толщины материалов
Рекомендуемый диаметр под соединение. Вам остается только подобрать сверло и сделать ровное отверстие без заусенцев.
Минимальная и максимальная толщина соединяемого пакета
Важно чтобы ваше соединение находилось в указанном диапазоне.
Усилие на срез. Это та нагрузка, приложенная к соединению перпендикулярно, которую заклепка выдерживает без разрушения.
Усилие на разрыв
При какой нагрузке вдоль заклепки она разрушится.
Именно усилие на разрыв и срез определяют прочность будущего шва. Чем больше эти значения, тем большие нагрузки выдержит.
Особенности работы с инструментом
Чтобы быстро научиться обращаться с заклепочником и с легкостью выполнять надежное соединение элементов, достаточно усвоить несложный порядок работы с ним:
Первым делом необходимо подобрать заклепки подходящего диаметра. Чаще всего используют крепежи диаметром от 2 до 4 мм. При работе с заклепками крупного диаметра потребуется специализированный инструмент, в качестве которого лучше всего подойдёт пневматический или пневмогидравлический клепальник.
В рабочей поверхности сверлится отверстие с учётом внешнего диаметра заклепки. В случае использования крепежа с потайной головкой нередко приходится предварительно выполнять зенкование поверхности, что позволяет сделать заклепку незаметной.
Перед работой в заклепочник следует установить шток с резьбой необходимого диаметра и уже на него накрутить резьбовую заклепку
Важно убедиться, чтобы заклепка была надежно закреплена, иначе во время монтажа она может открутиться.
Необходимо вставить крепеж в отверстие до упора, убедившись, что его головка плотно примыкает к поверхности материала.
Заклепочник располагают строго под прямым углом к поверхности и начинают оказывать усилие на рукоятку. Во время работы шток начнет перемещаться внутри инструмента, обеспечивая необходимое давление для деформации крепежа.
После установки заклепки следует вывернуть резьбовой шток из гнезда и удостовериться, что заклепка села в отверстие правильно. Об этом можно судить, если не наблюдается перекосов и зазоров, а также деформации резьбы.
Об этом можно судить, если не наблюдается перекосов и зазоров, а также деформации резьбы.
Как извлечь заклепку
В первом случае потребуется дрель со сверлом несколько большего диаметра, чем внутренний размер резьбы. Во время установки заклёпки нужно следить за процессом и своевременно менять сверло на большего размера. Когда задача будет решена, крепёж разделится на две половины — головку и внутреннюю часть.
Также извлечь неправильно установленный крепеж можно путем стачивания головки. В решении этой задачи также поможет дрель, а когда головка будет разрушена, останется только выбить заклепку из посадочного места.
Нюансы монтажа
Перед монтажом крепежа особое внимание следует обратить на выбор его длины. Чтобы правильно рассчитать этот параметр заклепки, нужно сложить толщину материала и диаметр заклепки. К примеру, если сечение крепежа составляет 4 мм, а толщина материала 2 мм, то для выполнения надежного соединения рекомендуется использовать заклепку диаметром 6 мм
После установки она будет надежно «сидеть» в посадочном месте и позволит в случае необходимости вкрутить туда болт
К примеру, если сечение крепежа составляет 4 мм, а толщина материала 2 мм, то для выполнения надежного соединения рекомендуется использовать заклепку диаметром 6 мм. После установки она будет надежно «сидеть» в посадочном месте и позволит в случае необходимости вкрутить туда болт.
Заклепочник неслучайно пользуется большой популярностью, ведь он обладает такими достоинствами, как удобство в эксплуатации и практичность. Хотя домашние мастера очень редко делятся своими впечатлениями о практическом применении в бытовых условиях этого инструмента. Во многих строительных магазинах заклепочник является большой редкостью, не говоря о крепеже для него, который многие вынуждены заказывать через Интернет.
https://youtube.com/watch?v=N7tjWpsqOc0
Этот инструмент лишь недавно стал востребованным у населения. Чаще всего его применяют для выполнения надежного монтажа автомобильных номеров. Прекрасно он подходит и для установки ограждений из листовых материалов, а также крепления приборов учета электроэнергии на тонких стенках щитков. Этот метод монтажа смог превзойти по популярности даже такой распространенный вид крепления, как сварка, благодаря своей надежности. И в этом нет ничего удивительного, поскольку даже в условиях высоких нагрузок заклепки если и начнут разрушаться, то это не случится со всеми одновременно.








