Анодирование металла
Содержание:
- Преимущества применения алюминиевого анодированного профиля
- Виды анодирования
- Архитектурное анодирование
- Теория анодирования алюминия
- Применение
- Специальные пленки из анодированного алюминия
- Анодирование металла
- Электрические свойства – пробивное напряжение анодных покрытий
- Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
- Применяемые устройства и оборудование
- Анодированный алюминий
- Анодирование алюминия в домашних условиях
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города – нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса
Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
- архитектурное (строительное) анодирование
- декоративное анодирование
- промышленное анодирование
- твердое анодирование.
Анодные покрытия подразделяется на классы по их толщине:
- минимально допустимая средняя толщина и
- минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
- АА10
- АА15
- АА20
- АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
- АА03
- АА05
- АА10
- АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.
Архитектурное анодирование
Архитектурное анодирование дает покрытие тверже, чем стекло, а это значит, что оно менее подвержено повреждениям, износу и при необходимости может быть очищено при помощи абразива для восстановления исходного блеска. Преимущества анодированного алюминия в архитектуре:
Эстетика
Прозрачный оксидный слой подчеркивает богатый металлический внешний вид алюминия, а не скрывает его, как краска. Оксидный слой, в отличии от порошковой покраски не отслаивается и не шелушится.
Коррозионная стойкость
Оксидный слой устойчив к коррозии и это является одним из самых главных преимуществ анодированного алюминия.
Слой оксида алюминия является стойким, твердым и самообновляющимся, потому что алюминий спонтанно образует тонкий, но эффективный защитный оксидный слой, который предотвращает дальнейшее окисление или коррозию при механическом повреждении.
Анодированный алюминий не будет патинироваться, как медь и цинк, не ржавеет как сталь. Это отличный материал для использования в морской среде и прибрежных водах.
Анодированный алюминий обладает высокой устойчивостью к атмосферным воздействиям даже во многих промышленных средах, в которых часто корродируют другие металлы. Основными загрязнителями в городской среде являются окись углерода и двуокись углерода, которые не влияют на анодированную алюминиевую поверхность.
Долговечность
Обладая очень прочным и устойчивым к истиранию оксидным слоем, анодированный алюминий достаточно прочен, чтобы выдерживать суровые и неблагоприятные климатические условия.
Стойкость к механическим повреждениям
Оксид алюминия является очень твердым соединением, которое признано вторым по твердости после алмаза по шкале минеральной твердости Мооса. Поэтому поверхность анодированного алюминия обеспечивает превосходную устойчивость к царапинам и истиранию.
Без отслоения
Анодирование является электролитическим процессом, который преобразует поверхность металла в оксидный слой, интегрированный в сам металл. Это не покрытие, нанесенное на поверхности металла. Следовательно, нет рисков разрушения анодной пленки, связанных с такими процессами, как пыление, образование пузырей, трещин, сколов или отслоений.
Без выцветания
Такие оттенки как серебро, шампань, бронза, золото и черный не содержат органических элементов. Эти покрытия не выцветают в течение всего срока службы.
Без пыления
Пыление – это формирование мелкодисперсного порошка на окрашенной поверхности пленки под воздействием атмосферных явлений (песчинок, переносимых ветром). Оно может вызвать значительное ухудшение внешнего вида поверхности со снижением уровня глянца, поверхностного блеска и цвета.
Анодированный алюминий не подвержен данной проблеме: он устойчив к негативному воздействию окружающей среды, одинаково стабилен в условиях жаркого (пустынного), морского или влажного климата.
Без образования нитевидной коррозии
Нитевидная коррозия– это «атака» на скрытую область между алюминием и слоем покраски, которая приводит к распространению коррозии под покрасочным слоем.
При анодировании анодный (оксидный) слой составляет одно целое с алюминием, и межуровневый слой просто отсутствует. А это значит, что покрытие никогда не будет подвержено нитевидной коррозии.
Причем в случае повреждения поверхности от удара или прокола, алюминий просто восстановит себя путем естественного окисления.
Равномерное покрытие
При анодировании, изделие полностью погружается в ванну, что обеспечивает равномерное покрытие поверхности оксидной пленкой.
Теория анодирования алюминия
Анодирование — это процесс электрохимического оксидирования алюминия. Анодирование один из самых распространенных методов гальванической обработки. Процесс анодирования позволяет в широких пределах изменять качество поверхности обрабатываемой детали таких как коррозионная стойкость, электропроводные свойства, твердость, износостойкость и т. д. При анодном оксидировании происходит образование оксидной пленки и ее растворение электролитом. Для получения качественных анодных пленок на алюминии подбирают электролиты и режимы электролиза при которых скорость формирования пленки выше скорости ее растворения. В качестве электролитов используются растворы серной, хромовой, щавелевой и других кислот и их смесей.
В основном используется сернокислый электролит. Защитные пленки, полученные при использовании данного электролита, обладают высокими защитными и декоративными свойствами, высокой прочностью и хорошо окрашиваются. Не целесообразно использование сернокислого электролита только для обработки деталей сложной конфигурации или мелких претензионных деталей. Такие детали, а также сопряженные (сваренные, склепанные) детали анодируют в хромоксидном электролите.
Анодирование в хромоксидном электролите более трудоемко и менее экономично по сравнению с сернокислым анодированием. Процесс требует более высокого напряжения и строгого соблюдения температурного режима.
Электрохимическое оксидирование в щавелевых электролитах позволяет получать на алюминии и его сплавах толстые пленки с повышенными электроизоляционными качествами, кроме того цвет покрытия – от светло-желтого до коричнево-желтого позволяет использовать такие электролиты для декоративной обработки изделий.
Твердое анодирование
При твердом или глубоком анодировании толщина оксидных пленок на алюминии или его сплавах составляет от 40 до 300 мкм. Такие пленки имеют повышенную твердость, износостойкость и жаропрочность. Электро- и термоизоляционные свойства обработанных материалов также значительно превышают характеристики исходного металла. Недостатком твердых анодных покрытий является хрупкость, возрастающая с ростом толщины покрытия – детали, подвергающиеся ударным нагрузкам обрабатывать таким образом нецелесообразно. Твердость пленок зависит от материала, на чистом алюминии она выше – до 15ГПа, на техническом алюминии до 5,2 ГПа, на АЛ9 – 4,8 ГПа. Твердое анодирование проводится в сернокислых электролитах (раствор 17-30%). На деталях, подвергающихся твердому (толстостенному) анодированию недопустимо наличие острых кромок, выступов, заусенцев и т. д.
|
Применение
Применяются обработанные материалы весьма широко. Например, в авиации многие элементы конструкции содержат изучаемые сплавы алюминия, такая же ситуация в судостроении. Диэлектрические свойства анодированного покрытия предопределили его использование в электротехнической продукции. Изделия из обработанного материала можно обнаружить в различной бытовой технике, включая плееры, фонари, камеры, смартфоны. В быту используют анодированное покрытие утюга, точнее – его подошвы, что значительно улучшает его потребительские свойства. При приготовлении пищи можно использовать специальные тефлоновые покрытия, чтобы избежать пригорания блюд. Обычно такая кухонная утварь стоит достаточно дорого. Однако сковорода из алюминия без покрытия анодированная в состоянии обеспечить решение той же проблемы. При этом с меньшими затратами денежных средств. В строительстве применяется анодированное покрытие профилей для монтажа окон и прочих нужд
Кроме этого, разноцветные детали привлекают внимание дизайнеров и художников, они используются в различных культурных и арт-объектах во всем мире, а также в изготовлении ювелирных изделий
Специальные пленки из анодированного алюминия
Помимо высоких декоративных качеств, пленки из анодированного алюминия обладают целым рядом очень полезных свойств. Например, высокая твердость и износостойкость. Микрокристаллическая структура из корунда практически не боится любого абразива. Песчаная и цементная пыль, и даже карбиды и силициды металлов не в состоянии существенно повредить защиту из корунда.
Поэтому детали с анодированным покрытием невозможно зачистить наждачной бумагой или полировочной или шлифовальной пастой. Толстый слой кристаллической Al2O3 на поверхности трущихся деталей увеличивает ресурс любого механизма в два-три раза. Защиту из окисленного алюминия используют при высокотемпературной окраске дисков колес, элементов подвески карьерных машин и магистральной техники.

Применение покрытия из анодированного алюминия:
- Не деградирует под влиянием морозов, жары, ультрафиолета или химически активных веществ, выдерживает прямой контакт с кислотами, щелочами, органическими растворителями;
- Не пылит и не изнашивается при многократной мойке, чистке, под истирающей нагрузкой;
- Нет нитевидной и газовой формы коррозии, если слой анодированного алюминия изготовлен с соблюдением технологии, то срок службы покрытия может легко достичь 60-80 лет.

Второе интересное качество пленки из анодированного алюминия – низкая теплопроводность. Из обработанного металла изготавливают литейные формы для отливки из медных сплавов, при том, что температура алюминия ниже, чем у меди, на несколько сот градусов. Тонкое, всего в пару миллиметров окисленное покрытие надежно защищает алюминиевую форму от перегретой жидкой меди.

Радиаторы отопления, трубопроводная арматура, котлы, печи, камины, изготовленные из стали и чугуна, по современным стандартам защищаются пленками из анодированного алюминия. Даже при нагреве стенок, колосников, силовой арматуры до 500-600оС сталь и чугун не обгорают и не коррозируют до ржавых дыр. Срок службы стальной печи вырос с 10 до 40 лет службы.
Анодирование металла
- Характеристики
- Процесс
- Материалы
-
- Алюминий
- Титан
- Сталь
- Медь
- Анодирование дома
В современном мире имеется большое количество методов обработки металлов и металлических изделий. Они применяются и в промышленных масштабах, и в домашних условиях.
Процесс анодирования
Технология анодирования различных видов металлов является несложной. Главное только иметь под рукой все необходимое для ее осуществления.
Она осуществляется в несколько этапов:
Подготовка металлов к образованию оксидной пленки.
На данном этапе проводятся подготовительные работы для анодирования. Они заключаются в том, чтобы тщательным образом очистить и отмыть поверхность металла. Сначала удаляются все загрязнения и налеты. Затем при помощи воды или специальных растворов проводится промывка материала. После этой процедуры его необходимо высушить.
На данном этапе осуществляется подготовка раствора с кислой или любой другой средой и подключают к положительному плюсу источника тока.
Покрытие поверхности металлов или их сплавов оксидной пленкой.
На данном этапе осуществляется погружения металла или изделии я из него в приготовленный раствор.
Материалы для анодирования
Сегодня для анодирования используются различные металлические материалы.
В настоящее время выделяются такие виды анодирования в зависимости от используемых материалов, как:
Анодирование алюминия
Данный процесс сегодня встречается чаще всего. Он заключается в покрытии оксидной пленкой алюминиевого материала. Алюминий в процессе опускается в кислую среду, и к нему проводится положительный плюс источника тока. В результате на материале появляется тонкая оксидная пленка.
Анодирование титана
Всем известно, что титан относится к категории металлов, которые нашли широкое применение в промышленности, но они обладают низким уровнем износостойкости. Для придания ему прочности и устойчивости к разным условиям окружающей среды применяется процедура анодирования. При этом вся анодная обработка металла осуществляется в кислой среде при температуре от 40 до 50 градусов Цельсия.
Анодирование стали
Анодирование стали является сложным процессом. Для этого используется либо щелочная среда, либо кислая. В результате образуется оксидная пленка, которая придает высокий уровень прочности.
Анодирование меди
Медь является достаточно гибким видом металла. Для придания ей прочности используются различные методы. Одним из них является анодирование. Благодаря помещению медного материала в кислую среду, на поверхности образуется плотная пленка оксида, которая придает материалу большое количество полезных характеристик.
Таблица. Таблица совместимости металлов и сплавов
| Алюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Бронза | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Дюралюминий | Совм | Не совм | Совм | Не совм | Не совм | Не совм | Не совм | Не совм | Совм | Не совм | Совм |
| Латунь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Медь | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Не совм | Совм | Не совм |
| Никель | Не совм | Совм | Не совм | Совм | Совм | Совм | Пайка | Пайка | Совм | нет данных | Совм |
| Олово | Не совм | Пайка | Не совм | Пайка | Пайка | II | Совм | Совм | Совм | нет данных | Совм |
| Оловянно-свинцовый сплав(припой ПОС) | Не совм | Пайка | Не совм | Пайка | Пайка | Пайка | Совм | Совм | Совм | нет данных | Совм |
| Сталь нелегированная (углеродистая)/ чугун | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
| Хром | Не совм | Совм | Не совм | Совм | Совм | нет данных | нет данных | нет данных | Совм | Совм | Совм |
| Цинк | Совм | Не совм | Совм | Не совм | Не совм | Совм | Совм | Совм | Совм | Совм | Совм |
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Важно: Процедуру домашнего анодирования любого металла необходимо осуществлять на улице или на балконе. https://www.youtube.com/embed/iyr9olno26A
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Электрические свойства – пробивное напряжение анодных покрытий
Пробивное напряжение анодных покрытий зависит от характеристик основного металла – сорта алюминия, чистоты поверхности, наличия легирующих компонентов. Также оказывает влияние толщина и текстура оксидного слоя. На покрытиях большой толщины с дополнительным покрытием лаком возможно получение пробивного напряжения более 2 тыс. вольт. На практике, в большинстве случаях такие высокие значения не требуются. Для покрытий, получаемых методом непрерывного анодирования (проволоки, полос) при толщине всего 5-8 мкм достигается пробивное напряжение между витками или совмещенными пластинами в 250 вольт, причем эта значение не изменяется при нагреве до 500С. Растрескивание оксидного слоя при изгибе или повышении температуры не оказывает значительного влияния на характеристику пробивного напряжения (в сухих условиях эксплуатации).
Анодирования алюминия по низкой цене (анодное оксидирование, оксидирование алюминия)
Вы можете загазать услуги по анодировани. алюминия в нашей кампании. Мы гарантируем качество нанесенных гальванических покрытий на изделия. Для уточнения стоимости анодирования, свяжитесь с нашим менеджером.
Что такое анодирование (анодное оксидирование, ан.окс.)
Анодирование (оксидирование) – электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом.
При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом).
Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.
Применение анодного оксидирования деталей
Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.
Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений.
Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью.
Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защитное покрытие алюминия
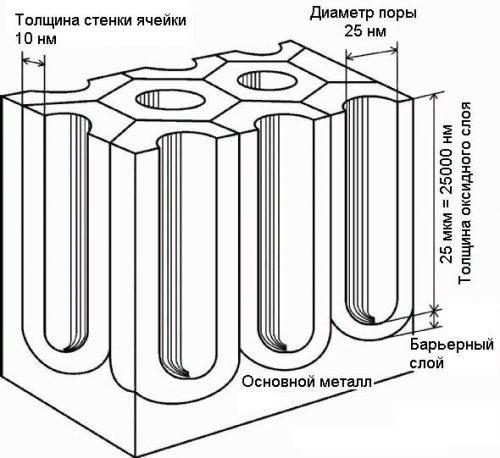
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса анодирования эта пленка может быть окрашена или может сохранить естественный цвет.
Анодирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Процесс анодирования алюминия
Прежде чем приступить к процессу анодирования необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс анодирования является электрохимическим.
Существуют два вида оксидных пленок, которые образуются в процессе анодирования:
Барьерная – оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании.
Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению.
В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования.
Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Преимущества анодирования изделий
Анодированные изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом. Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
Наиболее трудоемкими операциями являются погружение и выгрузка заготовки
Обращайте внимание на надежность и энергопотребление данных узлов.
Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт
Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться
Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком
В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.

Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
Методика приготовления:
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.








