Пайка полипропиленовых труб. полезные советы и инструкция
Содержание:
- Инструмент для спаивания
- Технология пайки
- Альтернативы сварке ПП труб
- Немного истории
- Как паять полипропиленовые трубы видео
- Нюансы выдержки нужного теплового режима
- Сварочные аппараты
- Разводка полипропиленовых труб
- Подготовка устройства и материала к сварке полипропиленовых труб
- Параметры сварки изделий из полиэтилена и полипропилена
Инструмент для спаивания
Паяльник, он же «утюг», более официальное название — «аппарат для сварки полипропиленовых труб и фитингов«. Это основной и незаменимый инструмент в контексте
сегодняшней темы. Представляет собой нагревательный элемент с насадками под различные диаметры труб, насадки имеют антипригарное покрытие. Насадка состоит из двух половин —
одна нагревает непосредственно трубу (труба входит в насадку), а другая нагревает фитинг с внутренней стороны. Таким образом, для каждого сварного шва необходим тот или иной
фитинг, сразу между собой трубы не спаиваются!
Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров
труб в промышленных масштабах.
Зачистка для труб — применяется для подготовки к пайке армированной алюминием трубы. Снимает поверхностный слой алюминиевой фольги — подобные трубы уже редкость, в основном
приходится иметь с ними дело во время подпайки к старым коммуникациям. При крайней необходимости этот инструмент можно заменить острым ножом, аккуратно срезав фольгу вокруг места
пайки.
При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.
Такой способ зачистки стоит рассматривать как экстренный — очень неудобный и долгий. К тому же не такой качественный, как от заводского инструмента.
Торцеватель для труб — очень похож на предыдущее приспособление, однако не снимает верхний слой с трубы. Инструмент режет трубу с торца, срезая несколько миллиметров алюминия в
толще трубы. Трубы с подобным армированием широко распространены под псевдонимом «ленивки» — якобы для них не требуется зачистка. Действительно, зачистка не нужна, нужно торцевание, чтобы
алюминий не контактировал с водой. Стоит заметить, что данное приспособление обычно подходит только к трубам одного производителя — качественно торцевать разные трубы вряд-ли получится. При
спаивании труб диаметром 20-25 мм. можно обойтись без этого инструмента, главное стоит проследить, чтобы алюминий на торцах запаивался слоем полипропилена.
Если же в монтаже используются трубы без армирования или с армированием стекловолокном — зачистки и торцеватели не требуются.
Ножницы для труб — безусловно нужный инструмент. При острой необходимости можно обойтись без них, разрезая трубу ножовкой по металлу или (вообще худой конец) болгаркой. Однако
это скорее экстремальные варианты, ножницы нужны!
Карандаш и рулетка — также необходимые инструменты.
Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов
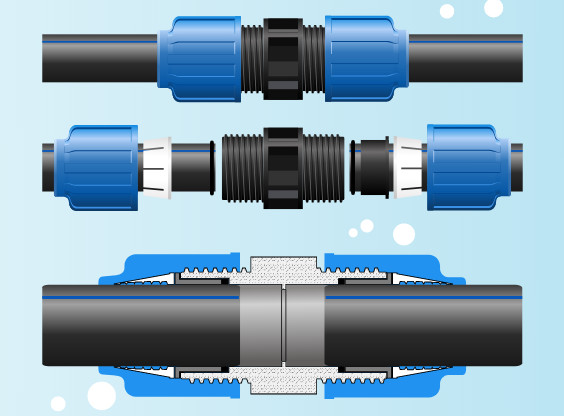
Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Холодная сварка полипропилена

Это соединение элементов с помощью термоактивных клеевых составов с эпоксидной смолой: например, LN-915 или его модификации. Такой клей «умеет» растворять третью часть состыковываемых поверхностей, обеспечивая необходимую диффузию. Для защиты рук от «агрессора» лучше надеть перчатки.
- После подготовки и обезжиривания элементов на стыки наносят клей, затем их соединяют.
- Нажим выдерживают в течение 3 минут, потом тканью удаляют выступившие излишки.
- Детали размещают на ровной поверхности, оставляют как минимум на 6 часов.
Проверку на герметичность проводят только спустя сутки. Минус метода — возможность использования холодной сварки только для систем холодного водоснабжения. Перед работой надо обеспечить два условия — достаточную влажность и температуру (от 5 до 35°). Операцию необходимо проводить быстро, так как клей не должен преждевременно схватиться.
Самостоятельная работа не сможет вызвать серьезных затруднений, так как сваривать полипропиленовые трубы довольно просто. Нужно только:
- точно соблюдать технологию горячей сварки;
- следить за временем (не думать о секундах свысока);
- обеспечить правильную подготовку поверхностей;
- и корректно проводить каждый этап операции.
Предварительный «разогрев» — тренировку на обрезках труб и недорогих фитингах рекомендуют проводить все мастера, потому что она поможет понять нюансы сварки полипропилена и получить хоть какой-то опыт.
Следующее видео покажет весь процесс:
Немного истории
На закате советского времени, несмотря на глобальный дефицит, в регионах Дальнего Востока были возведены микрорайоны домов по типовому проекту, названному в народе Ленинградским.
При строительстве этих домов была сделана попытка удешевления строительства. Стены домов были собраны из панелей, но окна имели тройное остекление. Отопительные приборы — конвекторы странной конструкции, изогнутая труба внутренним диаметром не больше 20 мм с плотно нанизанными на нее тонкими стальными пластинками.
Дальневосточный климат суров, температура зимой опускается ниже -30⁰С. При сильном ветре теплопотери панельного дома становятся просто огромными и крохотные конвекторы, рассчитанные на совсем другие условия работы, просто не справляются с поставленной задачей. Для того, чтобы хоть как-то компенсировать потери тепла, приходилось повышать температуру теплоносителя за отметку 100⁰С, благо параметры теплотрасс это позволяли.

Вода с такими показателями, попадая во внутреннюю систему горячего водоснабжения, просто обязана вывести из строя трубопровод из полипропилена. Однако, этого не происходит. Дело в том, что температура которую выдерживает полипропиленовая труба, несколько занижена. Любой производитель, указывая в характеристиках температуру эксплуатации полипропиленовой трубы, оставляет запас на случай непредвиденных обстоятельств, подстилая себе соломки, чтобы избежать судебных разбирательств.
Это позволяет допускать некоторое отклонение при производстве различных партий полипропиленовых труб, не отправляя их в ряды бракованной продукции. Незначительно может отличаться их толщина, прочность самого пластика и другие физические свойства.
Ведя разговор о том, какую температуру выдерживает полипропиленовая труба, стоит упомянуть об одном факторе, оказывающим влияние на то, какое давление держит полипропиленовая труба (подробнее: «Какое давление выдерживают полипропиленовые трубы – виды и варианты использования»).
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Категорически недопустимо прогревать две детали, участвующие в создании стыка, не одновременно. При последовательном прогреве, пока прогревается вторая деталь, первая уже успевает остыть и соединение получается ослабленным либо сразу бракованным.
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Сварочные аппараты
Прежде чем приступать к работе, необходимо подготовить монтажный инструмент. Для создания надежного стыка конструкций и всех дополнительных деталей потребуется специальный паяльник.
Стоит отметить, что иногда соединение изделий, изготовленных из полипропилена, называют сваркой
Однако этот процесс имеет множество разновидностей, потому важно запомнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не применяются резьбовые фитинги и металлопластик
Пайка полипропиленовых труб требует использования сварочных аппаратов. В продаже представлено несколько типов устройств:
- нагреватель с круглым сечением;
- плоский агрегат.
Второй вид паяльного аппарата в народе стали называть утюгом, что в большей мере связано с его внешним видом. Такие устройства отличаются лишь своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, похожими на хомуты. Во втором устройстве такие же насадки прикручиваются к нагревателю с двух сторон. Остальные элементы конструкции ничем не отличаются. Основная функция прибора состоит в осуществлении качественной и надежной пайки полипропиленовых изделий.
В комплект паяльных устройств обязательно включены насадки. Самым недорогим приспособлением, в набор которого входит минимальное количество элементов, считается китайский паяльник. Его мощность не превышает 800 Вт. В продаже он представлен вместе с подставкой, а также насадками, позволяющими проводить пайку труб из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если предполагаются более профессиональные работы, связанные с пайкой, вам понадобится устройство получше.
Для труб сечением 40-63 мм необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие наборы, отличающиеся повышенной надежностью, изготавливаются в крупных европейских странах. В их комплект входят следующие детали:
- паяльник;
- подставка;
- тефлоновые насадки разных диаметров;
- ножницы, позволяющие резать трубы, выдерживая 90 градусов;
- шестигранник;
- отвертка крестообразная;
- рулетка;
- перчатки.
Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию в перчатках. Новички довольно часто получают ожоги, касаясь нагревательного элемента.
Конструкция любого паяльника устроена так, чтобы можно было установить сразу несколько насадок для соединения труб небольшого диаметра, что позволяет сэкономить время, особенно при работе с изделиями сечением 20-40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу диаметром 63 мм, необходима большая мощность системы. Для бытовых целей будет достаточно аппарата со значением величины, которой определяется количество энергии, не превышающим 0,7-1 кВт.
Если мощность утюга составляет более 1 кВт, он переходит в разряд профессиональных. Его стоимость намного выше цены обыкновенного паяльника.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
Подготовка устройства и материала к сварке полипропиленовых труб
Прежде чем приступить к сварке полипропиленовых труб, важно правильно подготовить аппаратуру. Первым делом к сварочному устройству необходимо прочно закрепить нагревающие насадки
Используя терморегулятор, выставить температуру 250-270 градусов и подключить аппарат к электропитанию. Нужное время для нагревания прибора устанавливается с учетом температуры в помещении. Чтобы не допустить порчи рабочего слоя насадок, перед нагревом они должны быть очищены ветошью
Первым делом к сварочному устройству необходимо прочно закрепить нагревающие насадки. Используя терморегулятор, выставить температуру 250-270 градусов и подключить аппарат к электропитанию. Нужное время для нагревания прибора устанавливается с учетом температуры в помещении. Чтобы не допустить порчи рабочего слоя насадок, перед нагревом они должны быть очищены ветошью.
Работать сваркой можно начинать в том случае, если на индикаторе или контактном термометре будет показываться необходимая температура.
Перед началом сварки полипропиленовых труб необходимо провести визуальный осмотр, так как поверхностный слой элементов не должен иметь каких-либо дефектов, фитинги должны находиться в рабочем состоянии. Все резьбы необходимо проверить изделиями с противоположной резьбой.
Аппарат для пайки полипропилена.
Трубы и свариваемые штуцеры должны быть тщательно очищены и обезжирены. Все фитинги должны проверяться на предмет плотности соответствия. Фитинги, которые шатаются и плохо сидят, отбраковываются.
Все трубы необходимо аккуратно отмерить и отрезать. Если они отрезались ножовкой по металлу, то края следует также обработать от заусенцев.
Используя предназначенное для этих целей оборудование или острый нож, трубы срезаются на торце свариваемого края примерно до 45 градусов. Эти манипуляции в основном производятся с изделиями больших размеров (сечением более 40 мм). Этот срез требуется, чтобы избежать расслоения материала при вводе в фитинг конца трубы.
Перед началом спайки объемных элементов необходимо проконтролировать их окружность.
Прежде чем начать спайку труб, с них важно снять окисленный слой по всему ореолу стыка, так как окись отрицательно влияет на качество сварных швов. Важно перед спайкой вставить трубу в фитинг и сделать отметины глубины ее входа, но с учетом того, что труба вставляется до самого упора
Чтобы избежать сужения трубы в шве, нужно оставить зазор в 1 мм
Важно перед спайкой вставить трубу в фитинг и сделать отметины глубины ее входа, но с учетом того, что труба вставляется до самого упора. Чтобы избежать сужения трубы в шве, нужно оставить зазор в 1 мм
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером








