Виды резьб
Содержание:
- Метрическая коническая резьба
- Виды дюймовых резьб
- Порядок работы с резьбомером
- Основные виды и их отличия
- Особенности цилиндрической резьбы
- Способы изготовления
- Метрическая резьба
- Бизнес и финансы
- Что такое геометрическая метрическая резьба?
- Основные параметры и свойства
- Профиль резьбы
- Изображение и обозначение резьбы на чертежах
- Ходовые резьбы
- Принципы обозначения
- Метрические резьбы
- Основные параметры резьбы и единицы измерения
Метрическая коническая резьба
Отличие конического изделия от обыкновенного метрического заключается в том, то ее наносят на конусную внутреннюю или внешнюю поверхность. При этом угол конуса составляет 1:16.
Ее применяют в тех случаях, когда необходимо обеспечить герметичность соединения. Например, в трубопроводных системах, предназначенных для транспортировки жидкостей.
Производителю выпускающие изделия с таким видом, руководствуются требованиями ГОСТ 25229-85.
Метрическая коническая резьба
Для обозначения метрического конического профиля применяют буквенное сокращение МК. Далее указывают все необходимые геометрические параметры. Например, МК 24*1,5 показывает то, что она имеет наружный диаметр в 24 мм и шаг 1,5.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.
- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.
Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Бизнес и финансы
БанкиБогатство и благосостояниеКоррупция(Преступность)МаркетингМенеджментИнвестицииЦенные бумагиУправлениеОткрытые акционерные обществаПроектыДокументыЦенные бумаги — контрольЦенные бумаги — оценкиОблигацииДолгиВалютаНедвижимость(Аренда)ПрофессииРаботаТорговляУслугиФинансыСтрахованиеБюджетФинансовые услугиКредитыКомпанииГосударственные предприятияЭкономикаМакроэкономикаМикроэкономикаНалогиАудитМеталлургияНефтьСельское хозяйствоЭнергетикаАрхитектураИнтерьерПолы и перекрытияПроцесс строительстваСтроительные материалыТеплоизоляцияЭкстерьерОрганизация и управление производством
Что такое геометрическая метрическая резьба?
Метрическая контурная наружная геометрическая резьба создается на крепежных элементах. Выступы выполняются в виде равностороннего треугольника. Поэтому его все углы равны 60 градусам.
Профиль метрической наружной или внутренней контурной геометрической резьбы регламентирован ГОСТ 9150-81. Поэтому резьбовой рисунок создается с крупным или мелким шагом. Диаметр такой внутренней или наружной нарезки составляет 1-68 мм. В то же время спиральный рисунок на конусной или цилиндрической поверхности создается только с мелким шагом, когда размер его сечения превышает 68 мм. При этом мелкий шаг может иметь разное значение при одинаковом размере сечения, а крупный никогда не меняется.
Основные параметры и свойства
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
Профиль резьбы
Под профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на:
- треугольные;
- трапецеидальные;
- прямоугольные;
- круглые;
- упорные.
| Вид | Форма и размеры профиля | Типы | Применение |
| Треугольная | Равнобедренный треугольник:
· у метрической – угол при вершине 60°; · у дюймовой – 55°; · у трубной — 55°. Высота: H1 = 0,5p · tg(60) * |
· метрические;
· дюймовые; · трубные |
1. метрическая – основной вид соединений;
2. дюймовая – в современных изделиях применение не допускается; 3. трубная – герметичное соединение труб и арматурных деталей трубопроводов. |
| Трапецеидальная | Равностороння трапеция с углом 30°.
Высота: H1 = 0,5p |
· однозаходная (образуется одним выступом);
· многозаходная |
Передача движений (вращательно-поступательных и вращательных) в тяжело нагруженных соединениях. |
| Прямоугольная | Нестандартный профиль в виде квадрата или прямоугольника | — | Грузовые, ходовые винты – для передачи движения в тяжело нагруженных крепежных соединениях. Обязательно указание всех размеров соединения на чертежах. |
| Круглая | Закругленный профиль из дуг, которые связаны прямолинейными участками, угол профиля 60° | — | Преимущества – продолжительный срок службы и высокое сопротивление при нагрузках. Используется на деталях:
· которые часто свинчиваются; · работают в средах с высоким загрязнением; · на тонкостенных элементах деталей, где резьба накатана или выполнена штамповкой. Пример использования: стяжки в вагонах, арматура пожарной техники, цоколь электролапмы. |
| Упорная | Неравнобочная трапеция, угол рабочей стороны 3°, нерабочей – 30°.
Высота: H1 = 0,75p |
· однозаходная;
· многозаходная |
В домкратах, прессах – для передачи значительных усилий, которые действуют в одном направлении. |
Примечание: *р – шаг
Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении.
Изображение и обозначение резьбы на чертежах
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров
Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Метрические резьбы
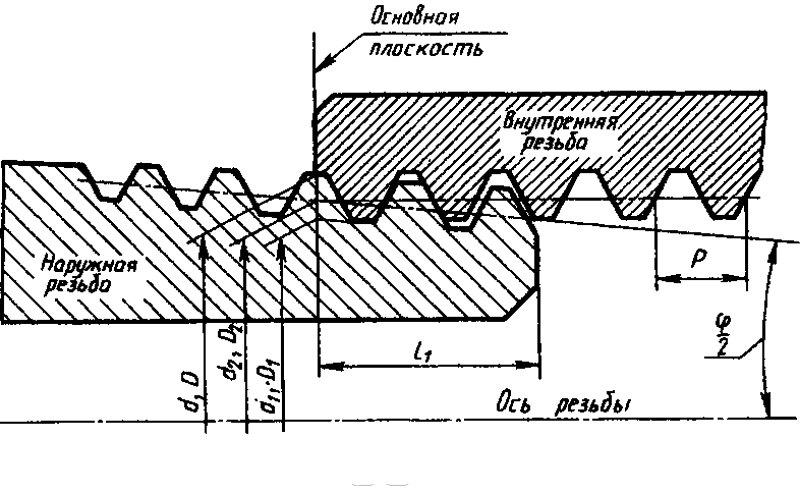
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
Основные параметры резьбы и единицы измерения
- Единицы измерения диаметра
Схема цилиндрической резьбы.
Схема конической резьбы.
- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }).
- Питчевая резьба[неизвестный термин] — шаг резьбы измеряется в питчах[неизвестный термин] (p). Для получения числового значения (в дюймах) достаточно число пи (π{\displaystyle \pi }) разделить на питч. Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- Основные параметры резьбы
- Шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
- Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
- Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
- Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
- Высота исходного треугольника резьбы (H).
- Срез резьбы (с).
- Угол конуса конической резьбы (ϕ{\displaystyle \phi }).
- Угол подъёма резьбы (ψ{\displaystyle \psi }):








